Monthly Archive: خرداد ۱۳۹۸


مقدمه:
از وسایل حفاظتی محدود کننده ضربه برای حفاظت تجهیزات سیستمهای قدرت در برابر اضافه ولتاژها استفاده می شود.
یک وسیله حفاظتی محدود کننده ضربه باید اضافه ولتاژهای گذرا یا ولتاژهایی که باعث تخریب تجهیزات شبکه می شوند را محدود و به زمین هدایت کند و بتواند این کار را بدون اینکه آسیبی ببیند به دفعات تکرار کند.
برقگیرها نسبت به سایر وسایل حفاظتی بهترین حفاظت را انجام می دهند و بیشترین مقدار حذف امواج گذرا را فراهم می کنند.
از وسایل حفاظتی دیگری مثل سیمهای زمین برای حفاظت خطوط و تجهیزات از برخورد مستقیم صاعقه، جرقه گیرها، خازنهای ضربه، مقاومتهای زمین کننده، وریستورها ( ZNOوSIC) و دیودهای بهمنی برای تغییر و دگرگونی شکل موج اضافه ولتاژها و فیلترهای RC برای حذف موج ضربه استفاده می شود.
اما برقگیرها بهترین روش حفاظت برای محدود کردن دامنه موج گذرا را فراهم می کنند.
امروزه برای حفاظت تجهیزات قدرت در برابر اضافه ولتاژهای گذرا اغلب از برقگیر استفاده می شود.
برقگیرها بصورت موازی با وسیله تحت حفاظت و یا بین فاز و زمین قرار می گیرند.
انرژی موجاضافه ولتاژ بوسیله برقگیر به زمین منتقل می شود.
و افت ولتاژ ناشی از جریان تخلیه برقگیر به یک مقدار معینی که درسطح حفاظتی برقگیر است محدود می شود.
یک برقگیر خوب باید مشخصات زیر را داشته باشد:
۱) در ولتاژ نامی شبکه به منظور کاهش تلفات دارای امپدانس بینهایت باشد، یعنی همانند یک مقره عمل کند.
۲) در اضافه ولتاژها به منظور محدود سازی سطح ولتاژ دارای امپدانس کم باشد.
۳) توانایی دفع یا ذخیره انرژی موج اضافه ولتاژ را بدون آنکه صدمه ببیند داشته باشد.
۴) پس از حذف و عبور اضافه ولتاژ بتواند به شرایط مدار باز (حالت کار عادی) برگردد.
صاعقه گیر آذرخش
انواع برقگیرها:
ساده ترین شکل برقگیرها جرقه گیرها می باشند.
که از آنها بیشتر برای زنجیر مقره ها و بوشینگ ترانسفورماتورها و خازنها استفاده می شود.
مشکل اصلی این نوع برقگیرها ایجاد خطای اتصال کوتاه به زمین پس از تولید جرقه می باشد که باعث عمل کردن تجهیزات حفاظتی شبکه قدرت و در نتیجه ایجاد وقفه می شوند.
برای رفع این مشکل از برقگیرهای جدید شامل یک نوع مقاومت غیرخطی بصورت مجزا یا سری با جرقه گیر استفاده می شود.
در سالهای اخیر استفاده از نیمه هادیها با مقاومت غیرخطی و از جنس اکسید فلزی MOV در برقگیرها باعث شده که فاصله هوایی برقگیرها حذف شود.
و برقگیرهای جدید از کارائی بهتری در کنترل اضافه ولتاژها برخوردار باشند.
صاعقه گیر آذرخش
اضافه ولتاژهای ناشی از بروز صاعقه:
این اضافه ولتاژها در پی بروز رعد و برق و تشکیل کانال تخلیه جوی از ابر به هادیهای فاز، هادیهای زمین و یا بدنه برج و در اثر انتقال بارهای الکتریکی ابرها از طریق کانال فوق به نقطه تخلیه، حاصل می گردند.
بلافاصله پس از تشکیل کانال تخلیه جوی بارهای الکتریکی ظاهر شده در محل تخلیه با سرعت نزدیک به سرعت نور (درخط هوایی) به دو طرف نقطه تخلیه منتشر گردیده، جریان موجی را پدید می آورند.
حاصلضرب جریان موجی صاعقه در امپدانس موجی خط ( ) موج اضافه ولتاژ صاعقه را ایجاد می کند.
که دامنه آن می تواند از چندین MV نیز تجاوز کند.
این اضافه ولتاژها حداکثر سرعت افزایش دامنه را در میان انواع اضافه ولتاژهای موجی دارا می باشند.
و سرعت افزایش آنها در محدوده ۵۰۰ تا۵۰۰۰ کیلوولت بر میکرو ثانیه متغیر می باشد.
به منظور تعیین ولتاژ استقامت عایقها و حد مجاز فاصله هوایی هادیها از تجهیزات سیستم، تحت ولتاژهای موجی تخلیه جوی، از ولتاژ صاعقه استاندارد زمان پیشانی وپشت موج صاعقه طبق استاندارد برای موج ولتاژ ۲/۱میکرو ثانیه به ۵۰ میکرو ثانیه برای موج جریان برابر۸میکرو ثانیه به ۲۰ میکرو ثانیه می باشدمی باشد.
صاعقه گیر آذرخش
دلایل اهمیت تست فشارقوی:
۱- انتخاب صحیح و تصمیم گیری مناسب توسط مصرف کنندگان انواع محصولات از کارخانجات تولیدی مشابه
۲- تضمین بهرهوری و کیفیت، برای تولیدکنندگان
۳- اطمینان از کارایی انواع محصولات بعد از طراحی و ساخت در محدوده مشخصات فنی تعریف شده
۴- کاهش هزینهها و جلوگیری از دوباره کاریها در تولید
۵– مطابقت محصولات با استانداردهای بین المللی
۶- امکان رقابت در امر صادرات
طراحی و ساخت آزمایشگاه فشارقوی و انجام آزمایشها جزء فعالیتهای مربوط به مهندسی فشارقوی میباشد.
به منظور بررسی رفتار عایق در مقابل ولتاژهای زیاد و برای آزمایش عایقی تجهیزات، میبایست ولتاژهای مختلف فشارقوی که در عمل پیش میآیند در آزمایشگاه نیز تولید گردند.
این ولتاژها البته باید دقیقاً اندازهگیری شوند.
بالا بودن ولتاژ مسائل خاص را در اندازهگیری بوجود میآورد.
این ولتاژها میتوانند ولتاژ دائمی یا متناوب و یا ولتاژهایی با تغییر زمانی بخصوص باشند.
تولید و اندازهگیری فشارقوی الکتریکی نیز از مباحث مربوط به این دانش است.
یکی از ویژگیهای مهندسی فشارقوی لزوم انجام آزمایش است.
برای مثال استقامت الکتریکی عایقها برای انواع ولتاژها کاملاً متفاوت است و رابط بین ولتاژ شکست و فاصله غیر خطی میباشد.
لذا برای بدست آوردن ولتاژ شکست انواع عایقها، میبایست جداگانه آزمایش گردند.
انجام آزمایشها همراه با صرف زمان و مخارج زیاد است.
لذا مهندسی فشارقوی باید بتواند نکات مهم را از نکات کم اهمیت جدا کرده و امکانات موجود را صرف بررسی نکات مهم نمایدآن باید بتواند از نتیجه هر آزمایش به احتمال وجود نکات با اهمیت پیبرده و آزمایش را با هدف خاص و در جهت یافتن نکات با اهمیت ادامه دهد.
این امر از طرفی نیاز به تجربه و از طرف دیگر نیاز به هوش دارد.
نتیجه این بررسیها، افزایش دانش بشر در زمینه فیزیک است و این شناخت بهتر در بسیاری موارد باعث گسترش مرزهای دانش بشر در زمینههای مختلف میگردد.
اساسیترین روش جهت اثبات طراحی و ساخت صحیح و صحت عملکرد یک محصول و جلب اطمینان مصرف کنندگان آن، انجام آزمایشاتی است که مبتنی بر پارامترهای موثر در طراحی آن باشند.
در پروسه تولید بایستی ابتدا طراحی و ساخت با اصول و استانداردهای معتبر و با دانش فنی لازم صورت گیرد و سپس آزمایشات لازم به منظور تایید محصول ساخته شده مطابق با مشخصات و استانداردهای مورد نظر انجام گردد.
با توجه به آنکه آزمایشات به منظور کنترل صحت و مطابقت با طرح اولیه و مشخصات مورد نظر میباشد لذا نخست این نکته را یادآور میشود که انواع تستشوندهها (Test Objects) بعنوان بخشی از تجهیزات الکتریکی دارای استانداردها و اصول طراحی مدون شدهای میباشند.
که حاصل مطالعات و تجربیات طولانی میباشند که این اصول همگام با پیشرفت تکنولوژی و دسترسی به اطلاعات و تجربیات بیشتر، متحول میگردند،
لذا امر طراحی بایستی در چهارچوب این اصول و مقررات صورت گیرد.
همچنین این استانداردها، قوانین و مقرراتی را جهت انجام آزمایشات به منظور کنترل کیفی محصولات بر اساس طراحیهای اولیه اعلام نمودهاند.
نکته مهم در این بین متنوع بودن و وجود استانداردهای گوناگون است که گاه بصورت خاص مورد قبول یک سازنده و یا به صورت ملی مورد قبول یک کشور خاص و یا بینالمللی و مورد قبول بعضی از کشورها میباشد.
این استانداردها اگر چه در اصول مشترک و مبتنی بر تئوریها و تجربیات مشابهی میباشند لیکن در فروع، گاه اختلافاتی دارند.
تولید کنندگان و مصرف کنندگان کشور ما که فاقد استاندارد ملی تدوین شده و تکنولوژی مشخص داخلی میباشند، تا پیش از این، هر یک اصول خاصی را مد نظر قرار داده کما اینکه استانداردهایی را از قبیل IEC ، BS ، VDE، ANSI و غیره، هر یک مورد توجه موسسات گوناگونی بوده است.
خوشبختانه اخیراً در جهت رفع این مشکلات که دامن گیر کشور و موسسات تولیدی مختلف بوده است و اختلاف نظرهایی را موجب شده است،
استاندارد IEC یا International Electrotechnical Commission که یک استاندارد بین المللی است بعنوان مرجع قابل قبول برای اکثر سازندگان و مصرف کنندگان جهان قرار گرفته است.
و در حال حاضر سعی بر این است که حتی استاندارهای ملی و یا محلی را با این استاندارد تطبیق دهند.
و این استاندارد در ایران نیز بعنوان استاندارد رسمی در زمینههای مختلف از جمله تأسیسات الکتریکی پذیرفته شده است.
از آنجاییکه این آزمایشات مبتنی بر اصول و پارامترهایی هستند که در طراحی بکار گرفته شده و هدف از این آزمایشات، اطمینان از رعایت و حفظ این پارامترها و اصول در ساخت میباشد.
لذا جهت تولید و نگهداری تجهیزات، وجود آزمایشگاه، جزء غیر قابل انکار میباشد.
صاعقه گیر آذرخش
Permanent link to this article: https://peg-co.com/home/%d8%a2%d8%b2%d9%85%d8%a7%db%8c%d8%b4%da%af%d8%a7%d9%87-%d8%aa%d8%a7%db%8c%d9%be-%d8%aa%d8%b3%d8%aa-%d8%a8%d8%b1%d9%82%da%af%db%8c%d8%b1/
مقدمه:
چاپ سه-بعدی (۳D printing) شامل مجموعه ای از فرآیندهاست که مواد به صورت کنترل شدهای به یکدیگر پیوند داده میشود تا یک شی سه-بعدی ساخته شود.
معمولاً اینکار به صورت لایه لایه انجام میشود.
اولین تکنولوژی پرینت سهبعدی در سال ۱۹۸۰ میلادی مشاهده شد.
دکتر کودامای ژاپنی اولین بار این تکنولوژی را به نام خود ثبت کرد.
در آن زمان این تکنولوژی نمونهسازی سریع خوانده میشد.
این نامگذاری به این دلیل بود که این فناوری در واقع برای ساخت سریع و کمهزینهٔ نمونهٔ اولیه برای یک تولید انبوه طراحی شده بود.
سپس چالرز هل در سال ۱۹۸۶ میلادی دستگاه استریولیتوگرافی را به نام خود ثبت کرد.
البته هل دستگاه خود را در سال ۱۹۸۳ اختراع کرده بود و در این مدت در حال تأسیس شرکت ۳D Systemsبود که در آن زمان به نام RP Systems شناخته میشد.
هماکنون این شرکت نیز یکی از بزرگترین فعالان حوزهٔ پرینت سهبعدی است.
در آنجا بود که اولین نمونه این دستگاه را با نام SLA-1 ساخت و در سال ۱۹۸۷ میلادی آن را معرفی کرد و در سال ۱۹۸۸ به اولین تست موفق دست پیدا کرد.
فروش ویژه صاعقه گیر اکتیو آذرخش
مراحل پرینت سه-بعدی:
با اینکه روشهای مختلفی برای پرینت سه-بعدی وجود دارد اما مراحل اصلی همه آنها مشترک است:
۱- ساخت فایل سه-بعدی:
اولین مرحله در پرینت سه-بعدی ساخت مدل سه-بعدی آن در رایانه است.
این کار به کمک نرمافزارهای مدلسازی سه-بعدی یا CAD انجام میشود.
از مهندسی معکوس و اسکن سه-بعدی قطعهای که موجود است نیز در بعضی موارد میتوان استفاده کرد.
۲- ساخت فایل STL مدل:
برای اینکه پرینتر مدل طراحی شده را شناسایی کند باید مدل تبدیل به فرمتی شود که قابل خواندن برای پرینتر باشد.
برای اینکار فایل باید تبدیل به فرمت STereoLithography (STL) شود.
فرمتهای ۳DP و OBJ نیز با محبوبیت کمتری کاربرد دارند.
فرمت STL برای معرفی مدل به پرینتر از پولیگانها یا مثلثها استفاده میکند.
پس از ساخت فایل STL، آن را داخل یک برنامه که عمل لایه لایه سازی فایل را انجام میدهد که Slicer نامیده می شود در اصطلاح Import یا واردسازی میکنیم.
برنامه Slicer مدل را گرفته و آن را تبدیل به G-code میکند.
G-code زبان برنامهنویسی دستگاههای CNC و پرینترهای سه-بعدی میباشد.
۳-پرینت مدل:
دستگاههای مختلف وجود دارند که هر کدام با مکانیزمهای مختلفی قطعه مدل را پرینت میکنند.
۴-جدا کردن قطعه پرینت شده:
در بعضی دستگاهها جدا کردن قطعه کاملاً ساده و بدون مشکل انجام میشود.
در بعضی مدلهای صنعتی تر، این کار یک فرایند کاملاً فنی و دقیق میباشد.
۵-پس-پردازش (Post-Processing):
پس-پردازش در فناوریهای مختلف با هم تفاوت دارد.
در بعضی موارد قطعه باید زیر اشعه UV به عمل بیایند.
فروش ویژه صاعقه گیر اکتیو آذرخش
انواع پرینتر سه بعدی:
۱-پرینتر سه بعدی SLS
دستگاه پرینتر سه بعدی SLS از دستگاههایی است که به وسیله ماده اولیه پودری شکل به ساخت قطعه میپردازد، از این رو پودر پایه است.
سیستمهای مختلفی در یک دستگاه SLS به همراه یکدیگر کار میکنند تا قطعه ساخته شود.
قسمتهای اصلی دستگاه که میبایست در کنار هم کار کنند تا قطعه ساخته شود عبارتند از:
-
سیستم اسکن لیزر
-
سیستم های حرارتی
-
سیستم گردش گاز بی اثر
-
سیستم تغذیه پودر
-
سیستم پلاتفورم
-
واحد کنترل (الکترونیک و نرم افزار)
ساخت قطعه در دستگاه SLS به این صورت اتفاق میافتد که در ابتدای کار لازم است تا فایل CAD قطعه مورد نظر به دستگاه شناسانده شود.
برای این منظور تا به حال کارهای نرم افزاری زیادی در دنیا انجام شده است.
فایل CAD مورد نظر میبایست لایه لایه شود.
برای این کار ابتدا فایل CAD در جهت ترجیحی در دستگاه قرار میگیرد و از پایین ترین قسمت قطعه موازی صفحه X-Y صفحاتی از قطعه عبور داده میشود و از محل تقاطع این صفحه با لبههای جسم مورد نظر کانتورهای بستهای به دست میآیند.
سپس صفحه دیگری بالاتر از صفحه قبلی به اندازه ضخامت یک لایه با جسم قطع داده میشود و این کار تا جایی پیش میرود که به بالاترین قسمت جسم برسد.
در پایان، تعداد زیادی کانتورهای بسته که نشان دهنده اطراف جسم هستند به دست میآیند.
در ادامه خواهیم دید که این کانتورها محل عبور لیزر را بر روی سطح پودر مشخص میکنند.
پس از به دست آمدن کانتورها به ساخت فیزیکی قطعه پرداخته میشود.
در این مرحله، ابتدا یک لایه پودر توسط مکانیزم لایه نشانی بر روی سطح پلاتفورم پخش میشود.
ضخامت لایه میتواند متفاوت باشد اما معمولا عددی در حدود ۱۰۰ میکرون است که با کم و زیاد شدن آن، سرعت و دقت دستگاه کم و زیاد میشود.
پس از پخش شدن پودر سطح آن توسط گرمکنهای تابشی دستگاه تا دمای مشخصی پیشگرم میشوند.
(البته این مخصوص دستگاه های SLS پلیمری است، در فرآیند SLS فلزی این پیشگرم به دلایل فنی مورد نیاز نیست.)
سپس طرح مورد نظر که از کانتورهای دور جسم منشا میگیرند توسط سیستم اسکن لیزر بر روی سطح پودر مارک میشود.
توان حرارتی لیزر باعث میشود که ذرات پودر در نقاط مارک شده به یکدیگر جوش بخورند و یک جسم جامد را تشکیل دهند.
سپس این سیکل تکرار میشود و دوباره یک لایه دیگر از پودر بر روی لایه قبلی ریخته میشود و این فرآیند تا آخر و ساخت کامل قطعه ادامه پیدا میکند.
در مارک کردن لایه بالایی میبایست توان لیزر به میزانی باشد که بتوان لایه فوقانی را به لایه تحتانی هم جوش داد تا پیوستگی قطعه حفظ شود.
مزایای پرینتر سه بعدی SLS
-
امکان تولید قطعات کاربردی و عملیاتی
-
استحکام و ضربه پذیری بالای قطعات
-
پایداری حرارتی و شیمیایی بالا
-
زیست سازگاری و کاربرد در تولید گاید ها و مدل های جراحی، پروتز و اورتز و داربست های مهندسی بافت
-
قابلیت ماشینکاری و پولیش و رنگ
-
سرعت بالای تولید قطعات در تیراژ تولید تا ۵۰۰
به صرفه در تولید تیراژ بالاتر نسبت به مابقی روش های پرینت سه بعدی
فروش ویژه صاعقه گیر اکتیو آذرخش
محدودیت های پرینتر سه بعدی SLS
-
هزینه بالا برای کاربرد هایی که نیاز به استحکام مکانیکی بالا ندارند.
-
دقت متوسط این روش نسبت به روش های دقیق تر مثل روش DLP و PolyJet
-
عدم توانایی تولید قطعات به صورت توخالی مانند روش FDM
۲-پرینتر سه بعدی SLA ( دستگاه لیتوگرافی سه بعدی Setereo Lithography Aparatus )
این روش نخستین روش ابداع شده در حوزه ی پرینت سه بعدی می باشد که در سال ۱۹۸۸ میلادی توسط شرکت ۳D SYSTEMS امریکا بر اساس اختراع آقای چارلز هال (Charles Hull) معرفی گردید.
در این روش از رزین فوتوپلیمر برای تولید قطعات استفاده می شود که آن را به صورت انتخابی توسط لیزری با طول موج خاص سفت می کنند.
دستگاه SLA از یک سکوی ساخت تشکیل شده است که قطعه مورد نظر بر روی آن ساخته می شود و در داخل یک مخزن حاوی رزین در جهت عمودی حرکت می کند.
همچنین یک سیستم لیزر در بالای دستگاه قرار دارد که به همراه یک سیستم اسکن لیزر دو بعدی لکه لیزر را بر روی سطح رزین در قسمت مشخص می تاباند و باعث سفت شدن آن و تشکیل قطعه می شود.
قطعه به صورت لایه لایه بر روی هم ساخته می شود و به بالا می آیدو هر لایه در این روش مابین حدود ۷۰ تا ۵۰۰ میکرون قابل تغییر می باشد.
در این روش نیاز است تا در زیر قسمت هایی از قطعه که دارای زاویه منفی باشند، ساپورت گذاری شود که این کار توسط نرم افزار های مربوطه انجام می شود.
نیاز به ساپورت گذاری در این روش برخی محدودیت ها را در قطعات تولیدی ایجاد می کند.
فروش ویژه صاعقه گیر اکتیو آذرخش
مزیت های پرینتر سه بعدی SLA
– دقت ابعادی و صافی سطح خوب
– از این روش می توان در تولید قطعات شفاف استفاده کرد.
– معمولا روش SLA در صنعت بیشتر مورد استفاده قرار می گیرد و در کنار روش SLS از جمله روش های صنعتی پرینت سه بعدی محسوب می شود.
– از قطعات SLA می توان به صورت غیر مستقیم در تولید قطعات صنعتی نیز بهره جست.
محدودیت های پرینتر سه بعدی SLA
– نیاز به تولید ساپورت برای گرفتن زیر قطعه تولید شده
– از قطعات روش SLA نمی توان به عنوان قطعات نهایی استفاده کرد.
– نیاز است تا قطعه پس از تولید در دستگاه پرینتر سه بعدی برای سفت شدن کامل چند ساعت در معرض اشعه فرابنفش قرار بگیرد.
– عدم امکان استفاده از مواد غیر رزینی پلیمری برای تولید قطعات
۳-پرینتر سه بعدی FDM
این روش یکی از روش های نمونه سازی سریع و پرینت سه بعدی است که در آن برای تولید قطعه از اکسترود کردن فیلامنت هایی از پلیمر و یا موم به قطر حدودی ۱٫۲۵ میلیمتر استفاده می شود.
این اکسترودر بر روی یک میز CNC سه بعدی قرار دارد که در جهت x و y و z حرکت می کند و پلیمر ذوب شده در داخل اکسترودر را، بر روی قطعه می نشاند و بعد از تمام شدن یک لایه به اندازه یک ضخامت لایه به سمت بالا حرکت می کند.
فیلامنت پلیمری در این روش در ابتدا بر روی یک قرقره قرار دارد و در طول ساخت قطعه توسط دو رولر به سمت اکسترودر کشیده می شود و در آن تا دمایی بالاتر از دمای ذوب گرم می شود (که این دما به نوع ماده بستگی دارد).
و هنگامی که بر روی قطعه سرد شده قبلی می نشیند در مدت زمان ۰٫۱ ثانیه منجمد می شود.
مزایای پرینتر سه بعدی FDM
-
ارزان قیمت بودن دستگاه ها و مواد آن
-
توان تولید قطعات بزرگ بدون هدر رفت مقدار زیادی از مواد
-
بعضی از ماشین های FDM به صورت بزرگ و در مقیاس صنعتی دارای کاربرد های صنعتی هستند.
محدودیت های پرینتر سه بعدی FDM
-
نیاز به ساپورت
-
توان تولید فقط با استفاده از برخی مواد پلیمری
-
دقت ابعادی و صافی سطح نا مناسب برای کاربرد های صنعتی
-
خواص مکانیکی پایین قطعه علی الخصوص در جهت عمودی
۴-پرینتر سه بعدی Multi Jet Fusion شرکت HP
این فناوری از سال ۲۰۱۵ به بازار معرفی شده است و شرکت HP که در زمینه پرینتر های دو بعدی کاغذی شهرت بین المللی دارد وارد عرصه پرینت سه بعدی شده است.
این ورود یک تحویل در فناوری پرینت سه بعدی است.
فناوری Multi Jet Fusion تا حد زیادی شبیه به روش SLS می باشد در دسته بندی گداخت بستر پودری (Powder Bed Fusion) قرار می گیرد.
در این روش به جای اینکه از یک لیزر برای جوش داد ذرات پودر به یکدیگر استفاده شود از هیتر های تابشی، علاوه بر پیشگرم برای ذوب نیز استفاده می شود.
در این روش پس از انجام لایه نشانی پودر و پیش گرم، ماده ای شبیه جوهر به نام Fusing Agent بر روی قسمت هایی از سطح پودر که به قطعه تبدیل می شوند پاشیده می شود.
این ماده به شکل مایع بوده و توسط هد های InkJet بر روی سطح پودر نشانده می شود.
این ماده به رنگ سیاه بوده و به گونه ای طراحی شده است که انرژی حرارتی تابشی را بر مابقی قسمت ها بیشتر جذب کرده و موجب ذوب ماده در قسمت هایی می شود که این ماده بر روی آن قرار دارد.
برای جلوگیری از نفوذ حرارت به حاشیه قطعه بر روی حاشیه بیرونی قطعات ماده دیگری به نام Detailing Agent پاشیده می شود که ضریب جذب کمتری از خود ماده پلی آمید داشته و باعث می شود لبه های قطعه به صورت تیز در آید و کیفیت سطحی بهبود یابد.
فروش ویژه صاعقه گیر اکتیو آذرخش
۵-پرینت سه بعدی (۳D Printing) یا روش BinderJetting
با اینکه به صورت اصطلاحی به تمام روش های پرینت سه بعدی، چاپ سه بعدی هم گفته می شود، اما در اصل چاپ سه بعدی خود یک روش جداگانه از روش های پرینت سه بعدی می باشد و برای خود دارای هویت جداگانه ای می باشد.
این روش برای اولین بار توسط محققان موسسه فناوری ماساچوست، MIT، ابداع شد.
در این روش یک قطعه به صورت سه بعدی پرینت می شود درست شبیه روشی که در پرینتر های کاغذ جوهر افشان استفاده می شود.
در این روش یک لایه از پودر توسط یک مکانیزم لایه نشانی بر روی سکوی ساخت دستگاه پخش شده و سپس، مطابق با شکل قطعه در آن لایه از روی فایل CAD لایه لایه شده یک هد پرینتر جوهر افشان در نقاط مورد نظر به جای جوهر مقداری چسب بر روی پودر می ریزد و این باعث می شود که در آن نقاط ذرات پودر به یکدیگر بچسبند و تشکیل جسم صلب بدهند و در نقاط دیگر پودر دست نخورده باقی بماند.
در این روش پودر های دست نخورده باقی مانده همچنین نقش ساپورت برای لایه های بالایی را ایفا کرده و دیگر به تولید ساختار ساپورت جداگانه وجود ندارد.
پس از تولید کامل قطعه تا آخر آن را از میان بقیه پودر های دست نخورده خارج می کنند و معمولا برای اینکه چسب مورد نظر بهتر چسبندگی داشته باشد، عملیات حرارتی بر روی آن انجام می شود.
مزایای روش چاپ سه بعدی
-
از دامنه وسیعی از مواد می توان به کمک آن به تولید قطعه پرداخت
-
می توان با استفاده از یک هد جوهر افشان رنگی، به وسیله این روش قطعات چند ماده ای و چند رنگ تولید کرد.
-
قطعات تولید شده به وسیله ماده آردی شکل دارای قیمت بسیار پایینی هستند.
-
همچنین از این روش می توان در تولید قطعات فلزی به شکل نهایی به صورت غیر مستقیم استفاده کرد.
۶-پرینتر سه بعدی DDM ( تولید ته نشینی قطرات، Droplet Deposition Manufacturing)
این روش با نامهای دیگری مانند DWax نیز شناخته می شود.
در این روش معمولا از ماده مومی شکل برای تولید قطعات استفاده می شود.
یک نازل که بر روی یک میز CNC دو بعدی سوار شده است موم را ذوب کرده و به صورت قطعات بسیار ریزی تبدیل می کند و آن ذرات را بر روی لایه قبلی می نشاند.
قطر ذرات هم اندازه هستند و حدود ۷۰ میکرون می باشند.
این روش همان روشی است که توسط شرکت SolidScape استفاده می شود و پرینتر های مومی کوچک و رومیزی را تولید می کند.
به دلیل دقت بسیار خوب و صافی سطح عالی، امروزه این روش بیشتر برای تولید مدل مومی جهت استفاده در ریخته گری دقیق و تولید جواهرات و قطعات ایمپلنت های دندانی بیشتر کاربرد دارد.
ولی این روش به دلیل سرعت پایین، قادر به تولید قطعات بزرگ نمی باشد و از این رو برای تولید قطعات ظریف و کوچک از آن بهره گرفته می شود.
فروش ویژه صاعقه گیر اکتیو آذرخش
۷-پرینتر سه بعدی Polyjet
این روش از جهتی به روش SLA و از جهتی به روش DDM شباهت دارد.
در این روش از نازل هایی استفاده می شود که به جای ریختن مذاب موم، قطرات رزین فوتوپلیمر را بر روی لایه قبلی می ریزد.
دقیقا پس از ریختن قطرات رزین فوتوپلیمر، در معرض نور یک لامپ فرابنفش که در آن جا همواره روشن است قرار گرفته و سفت می شود و قطعه مورد نظر را تشکیل می دهد.
این دستگاه ها دارای دقت بسیار بالایی می باشند و در تولید قطعات ظریف بسیار خوب عمل می کنند ولی نمی توان از قطعات آن برای تولید مدل ریخته گری دقیق استفاده کرد.
نکته ای که در رابطه با این روش وجود دارد قیمت بالای رزین مورد استفاده در این روش است.
این دستگاه همچنین قابلیت تولید قطعات چند ماده ای را دارد و نازل چندگانه دستگاه می تواند رزین از جنس های مختلف را در نقاط مختلف بریزد.
همچنین این دستگاه برای تولید ساپورت هم از یک رزین جداگانه استفاده می کند که بعدا به وسیله فشار آب از بین می رود.
فروش ویژه صاعقه گیر اکتیو آذرخش
۸-پرینتر سه بعدی DLP ( پردازش دیجیتالی نور، Digital Light Processing)
از این روش نیز مانند روش DDM در تولید قطعات ظریف و برای استفاده به عنوان مدل مورد استفاده در ریخته گری دقیق استفاده می شود.
این روش بر مبنای استفاده از بورد های الکترونیکی DLP می باشد.
این بورد ها در دهه ۸۰ میلادی با استفاده از سیستم های MEMS اپتیکی در شرکت Texas Instruments شکل گرفت.
و از آنها در نمایشگر ها، تلویزیون ها و پروژکتور ها استفاده می شد.
و اساس آن بر این است که تعداد زیادی آینه میکرونی بر روی بورد DLP واقع شده اند که می توانند تغییر جهت دهند و نور را به نقطه مورد نظر برسانند.
از این سیستم در سیستم های پرینت سه بعدی برای سفت کردن رزین مانند روش SLA استفاده می شود.
این روش دارای دقت بالایی بوده و می توان قطعات بسیار ظریفی را برای استفاده در جواهر سازی تولید کند.
فروش ویژه صاعقه گیر اکتیو آذرخش
۵-پرینتر سه بعدی LOM (تولید اشیا لایه لایه، Laminated Object Manufacturing )
این روش برای اولین بار توسط شرکت Helisys معرفی شد.
و با حمایت مالی بنیاد ملی علوم امریکا(National Science Foundation – NSF) به تجاری سازی رسید.
در این روش برای تولید قطعه به صورت لایه لایه از یک رول استفاده می شود که این رول می تواند از جنس:
پلاستیک،
کاغذ،
سلولوز،
فلز یا روق های کامپوزیت باشد.
Permanent link to this article: https://peg-co.com/home/%d8%aa%da%a9%d9%86%d9%88%d9%84%d9%88%da%98%db%8c-%d9%be%d8%b1%db%8c%d9%86%d8%aa%d8%b1%d9%87%d8%a7%db%8c-%d8%b3%d9%87-%d8%a8%d8%b9%d8%af%db%8c/

مقدمه:
CNCمخفف computer numerical control می باشد در ایران این ماشین ها CNC خالی خوانده میشوند ولی نام آنها به فارسی ماشین های (دستگاه های ) کنترل عددی ترجمه می شود .
نسل اول این دستگاه ها NC ها بوده اند یعنی کامپیوتر را نداشته است و دستگاه طبق منطقی خاص دستورات را درک می کرده مثلا با استفاده از کارت های پانچ شده .
به عنوان مثال در دستگاه تراش برای دستور پیشروی بدین صورت عمل می شود که قسمت ساپورت دستگاه را بوسیله دسته چرخان به جلو میبریم در ماشین های NC این کار توسط یک سری دستور ات پانچ شده بر روی نوار پانچ صورت می گرفت در دستگاه CNC امروزی اینکار توسط یک کد صورت می گیرد .
پس یک دستگاه CNC عملا همان دستگاه دستی ساده می باشد که قابلیت فرمان پذیری از طریق کد ها و منطق ریاضیاتی را دارد در این دستگاه حضور کاربر (اپراتور) برای کار با دستگاه محدود به ایستادن این فرد پشت بخش کنترل کننده دستگاه می باشد و نوشتن برنامه های حرکتی آنهم فقط برای یکبار ، دیگر دستگاه این عمل را بصورت خودکار هر چند بار که بخواهیم تکرار می نمایدالبته بدون حضور کاربر .
بدنه این دستگاه تقریبا شبیه دستگاه های دستی می باشند یک CNC فرز عملا همان بدنه سخت افزاری فرز دستی را دارد همینطور برایCNC تراش و CNC سنگ و …
تنها تفاوت اضافه شدن بخش کنترل گر میباشد (البته این تفاوت بصورت عام می باشد ولی به صورت خاص مطمئنا بخش الکترونیکی هم تغییر کرده است )
انواع دستگاه های CNC :
دستگاه CNC انواع مختلفی دارد که در دسته بندی های مختلفی هم طبقه بندی می شوند .
دسته بندی ممکن است بر اساس سایز یا نوع کار برد آن باشد .
شما با توجه به نوع کاری که با دستگاه می خواهید انجام دهید و قدرت و توان موردنیازتان می توانید دستگاه CNC مد نظر خود را انتخاب کنید.
از انواع دستگاه های CNC چوب و سنگ می توان به دستگاه های زیر اشاره کرد:
۱- دستگاه حکاکی و برش CNC
۲- دستگاه CNC بدون وکیوم
۳- دستگاه حکاکی و برش CNC با میز وکیوم
۴- دستگاه حکاکی CNC روتاری و تخت
۵- دستگاه CNC حکاکی و تخت ۸ هد
۶- دستگاه CNC حکاکی و برش ۵ محور
۷- دستگاه CNC ربات
۸- دستگاه CNC حکاکی و برش سنگ
۹- دستگاه CNC خراطی دو کله
ویژگی های یک دستگاه CNC :
۱- اصلی ترین قسمت دستگاه اسپیندل آن است که در دو نوع هوا خنک و آب خنک می باشد.
سیستم آب خنک با توجه به گردش مداوم آب داخل اسپیندل برای انجام کارهای خدماتی که مدت زمان کار در آنها زیاد است مناسب می باشد. اسپیندل ها توان های متفاوتی دارند ، هرچه قدر قدرت اسپیندل بیشتر باشد روند کار بهتر خواهد بود.
۲- موتور های دستگاه بهتر است سه فاز باشند تا از قدرت بیشتری برخور دار باشد ، سرو موتور دارای اینکودر و استپ موتور بدون اینکودر است ، هزینه نگه داری استپ موتور نسبت به سروو موتور پایین تر است.
۳-DSP یا کنترلر (۳ محوره یا ۴ محوره ) مهم ترین قسمت یا مرکز فرمان دستگاه cnc می باشد.
DSP قابل استفاده با سیستم الکترونیک پیشرفته و برنامه نویسی داخلی می باشد که این دستگاه را بی نیاز از کامپیوتر می کند و دسترسی آسان و کارکرد راحت تری را برای اپراتور فراهم می کند.
DSP دارای حافظه طولانی و ذخیره ی اطلاعات می باشد.
پس از قطع برق یا خاموش شدن دستگاه توسط اپراتور به وسیله dsp می توان ادامه کار را انجام داد.
کنترل سرعت دستگاه و همچنین تنظیم ارتفاع z از دیگر مزیت های DSP می باشد.
۴- برای تبدیل حرکت دورانی به حرکت خطی از چرخ دنده های شانه ای استفاده می شود .
چرخ دنده شانه ای مورب از مزایای زیر برخوردار می باشد :
– عدم محدودیت سرعت نسبت به بال اسکرو ، عمر و ماندگاری بالا
– از بین بردن لقی و لرزش
– بزرگ تر شدن سطح درگیری
– دقت بالا تر در حد بال اسکرو
– ظرفیت بالا در حد انتقال بار
۵-روغنکاری توسط پمپ روغن در دستگاه CNC باعث کاهش حرارت و افزایش طول عمر قطعه و کاهش درگیر بودن قطعات با یکدیگر و اصطحکاک میان آنها می شود .
۶- پمپ وکیوم باعث ثابت نگه داشتن قطعه کار و مکش قوی و یکنواخت در تمامی فضای میز می شود .
۷- بال اسکرو باعث حرکت بار در راستای محور z می شود و حداکثر میزان انتقال بار در این راستا وابسته به طول بال اسکرو و بازو دستگاه است.
۸- برای داشتن حرکت مستقیم ، یکنواخت و روان از ریل و واگن استفاده میشود. ساچمه های موجود نیروهای شعاعی وارد بر بدنه دستگاه را دفع می کنند.
۹- مکنده ها ( صنعتی و نیمه صنعتی ) دارای موتور های تک فاز یا سه فاز می باشند .
مکنده های صنعتی موتوری با قدرت بالا و مکنده نیمه صنعتی موتور کوچکی دارد.
مکنده صنعتی در کارگاه های پیشرفته و مکنده نیمه صنعتی در کارگاه های کوچک تر استفاده می شود.
Permanent link to this article: https://peg-co.com/home/%d8%aa%da%a9%d9%86%d9%88%d9%84%d9%88%da%98%db%8c-cnc-%d8%af%d8%b1-%d8%b5%d9%86%d8%b9%d8%aa-%d8%a8%d8%b1%d9%82/

مقدمه:
صاعقه گیر ایندلک ساخت کشورفرانسه میباشدو ازنوع الکترونیکی خازنی خودکفا یا ESE میباشد.
صاعقه گیر(ESE )فعال یا اکتیو که با عبارت Early Streamer Emission یا ESE نیز شناخته میشوند.
این صاعقه گیر با ایجاد کانال بالارونده به صورت مصنوعی، موجب عملکرد سریعتر و افزایش شعاع حفاظتی میشود.
در هوای ابری و پر طلاطم، میدان الکتریکی در فضا تولید میگردد.
که مقدار آن از ۱۰kv/meter شروع و با گذر زمان بیشتر و بیشتر میشود.
وقتی شدت میدان الکتریکی به حد ۵۰kv/meter برسد، زمان شکست عایقی بین ابر و زمین یا مابین دو ابر باردار فرا رسیده است.
حاصل این میذان الکتریکی وقوع صاعقه میباشد.
بلوک الکتریکی این تجهیز (Energy Block) از طریق شاخکهای بیرونی و میله میانی متصل به زمین شارژ میشود .
و انرژی موجود در هوا را چنانچه توضیح داده شد، بطور مداوم جذب و روی هم انباشته میکند.
اندک زمانی قبل از وقوع صاعقه، بلوک الکتریکی موصوف انرژی انباشته شده را بوسیله سه شاخک تخلیه میکند.
بدین ترتیب رودخانهای از یونهای آزاد شده بطرف ابر جهت میگیرند.
و با زبانههایی که از طرف ابر به طرف زمین کشیده شده برخورد کرده و مسیری ترجیحی برای تخلیه صاعقه از طریق این برقگیر ایجاد مینماید.
:EARLY STREAMER EMISSION TECHNOLOGY
When lightning strikes, an electrical field is always created at ground level and this increases in intensity as the «downward leader» approaches. Once this reaches a certain level – between 50 and 100 kV/m – the Corona effect, which develops naturally at the top of any high structure, allows discharges – known as upward leaders – to rise toward the cloud
The position of the ionized path which will allow the lightning current to pass is determined by where the upward leader comes into contact with the first downward leader from the cloud.
The sooner the rising discharge (upward leader) leaves the lightning rod to move toward the cloud, the sooner it will move closer to the downward leader and the greater the chances of the two making contact before other rising discharges from nearby high points
It can be seen, then, that it is the start point of the first upward leader which determines the point of impact of the lightning on the ground. An early streamer emission lightning rod is designed to provide optimal conditions for the formation of this rising discharge
For this the following conditions are necessary
The presence of primary electrons at the top of the rod : these electrons, given off in the form of plasma, encourage the start-up of the rising discharge
Ionized plasma being formed at the right moment when lightning is about to strike, in other words, in phase with the rising electric field at ground level
Permanent link to this article: https://peg-co.com/home/%d8%b3%db%8c%d8%b3%d8%aa%d9%85-%d8%b5%d8%a7%d8%b9%d9%82%d9%87-%da%af%db%8c%d8%b1-%d8%a7%db%8c%d9%86%d8%af%d9%84%da%a9-%d9%81%d8%b1%d8%a7%d9%86%d8%b3%d9%87/

مقدمه:
کوره القائی دستگاهی است که برای ذوبکردن فلزات به روش گرمایش القایی به کار میرود.
با عبور جریان متناوب از کویل مسی دور کوره میدان مغناطیسی در داخل کویل به وجود میآید که این میدان مغناطیسی در اثر برخورد با سطح قراضه موجود در داخل کوره که هسته را میسازد، سبب به وجود آمدن جریان الکتریکی درهسته میگردد.
جریان الکتریکی القایی با عبور از هسته کوره که دارای مقاومت الکتریکی میباشد سبب ایجاد حرارت میشود.
در حقیقت کوره القایی را میتوان به عنوان یک مبدل جریان در نظر گرفت که کویل کوره مدار اولیه و هسته (قراضه) داخل کوره مدار ثانویه را تشکیل میدهد.
لازم به ذکر است که هسته کوره بایستی هادی جریان الکتریسیته باشد در غیر این صورت گرمایی ایجاد نخواهد شد.
جهت جریان در کویل با جهت جریان در مذاب عکس یکدیگرند و همین موضوع باعث تلاطم ذوب در کوره های القایی میشود که علت اصلی آن پایین بودن فرکانس کوره است و عمدتا در کوره های فرکانس برق شهر دیده میشود .
با افزایش فرکانس در کوره ها شدت این تلاطم کاهش مییابد بطوری که در کوره های فرکانس بالا حداقل تلاطم ذوب را مشاهده میکنیم.
این کوره ها جهت ذوب فولاد مناسب هستند، زیرا کاهش تلاطم باعث کاهش میزان اکسیداسیون سطحی مذاب فولاد میگردد.
مکانیزم کار کوره های القایی:
اساس کار کوره های القایی براصل القا میدان مغناطیسی مبتنی می باشد.
نحوه عملکرد بدینصورت می باشد که ابتدا با استفاده از جریان برق شهرو بوسیله مبدل فرکانس ، جریان نسبتا زیادی ( بیش از ۱۰۰۰ آمپر ) با فرکانس ۳۰۰ تا ۱۰۰۰۰ هرتز ساخته می شود.
درکوره های فرکانس بالا بیش از ۱۰۰ کیلوهرتز می باشد.
سپس این جریان به سیم پیچ کوره ، اینداکتور یا کویل اعمال شده و با عبور از آن باعث ایجاد میدان مغناطیسی با همان فرکانس در وسط کویل می گردد.
در صورتیکه در وسط سیم پیچ کوره جسم هادی مانندی فولاد چدن یا سایر فلزات قرار گیرد میدان مغناطیسی ایجاد گردیده باعث القا جریانهای گردابی در این اجسام می گردد.
و این جریان های القایی جسم را گرم نموده و تا حد ذوب و احیانا تبخیر (درکوره های Coating ) پیش می برد با مانور روی فرکانس و قدرت کوره می توان سیستم را جهت انواع کاربردها آماده نموده و در آن جهت به کار گرفت .
مزایای کوره های القایی:
کوره القایی در مقایسه با کوره های سوخت فسیلی دارای مزایای فراوانی از جمله دقت بیشتر ، تمیزی و تلفات گرمایی کمتر و … است .
همچنین در کوره هایی که در آنها از روشهای دیگر ، غیر القاء استفاده می شود ، اندازه کوره القایی بسیار بزرگ بوده و زمان راه اندازی و خاموش کردن آنها طولانی است .
کوره القایی از نظر افزایش و تقلیل مصرف انرژی نسبت به سایر کوره ها دارای مزایای فراوانی می باشد .
این کوره ها در ظرفیتهای مختلف قادر به ذوب از ۱۵ کیلوگرم تا چندین تن می باشد.
درکوره القایی هیچ گونه فعل و انفعالی شیمیایی که باعث افزایش ناخالصی و تغییرات ترکیبی مذاب گردد ، انجام نمی شود.
و علاوه بر آن به دلیل عدم استفاده از الکترود نسبت به کوره های قوس الکتریک امکان ورود ناخالصی های مواد از طریق مکانیکی نیز امکان پذیر نیست و از نظر توزیع حرارت و کنترل ترکیب مطلوب می باشد و از نظر مسائل الکتریکی محدودیتی برای افزایش درجه حرارت ندارند .
علاوه موارد یاد شده کوره های القایی دارای مزایای مشروحه زیر نیز می باشند:
۱– اپراتوری بسیار ساده بعلت وجود بخش کنترل کامل الکترونیک
۲– عدم آلودگی و اکسیداکسیون بار به علت عدم وجود گاز و شعله اکسید کننده
۳– شروع به کار سریع و عدم نیاز به پیش گرم یا ذوب اولیه
۴– سرعت بالای انجام عملیات در مقایسه با سایر کوره ها
۵– راندمان بسیار بالاترنسبت به کوره های سوختی
۶– قابلیت تهیه آلیاژهای یکنواخت به علت چرخش داخل مذاب
۷– قابلیت تهیه و نگهداری ذوب در ظرفیت های مختلف
۸– سادگی عمل تغذیه و تخلیه
۹– امکان کنترل دقیق درجه حرارت
۱۰– قابلیت ذوب قراضه
۱۱– اشغال فضای کمتر نسبت به سایر کوره ها
۱۲– عدم تاثیر بر آلودگی محیط زیست
Permanent link to this article: https://peg-co.com/home/%d9%85%d8%b2%d8%a7%db%8c%d8%a7%db%8c-%da%a9%d9%88%d8%b1%d9%87-%d8%a7%d9%84%d9%82%d8%a7%db%8c%db%8c/

طراحی روشنایی اپرون فرودگاه بایستی مطابق با استانداردهای Annex14 ICAO و SOW اداره کل تجهیزات و تسهیلات فرود گاهی انجام شود.
در ساخت چراغ های اپرون که بر روی دکل های ۲۰ الی ۲۵ متری قرار میگیرندبایستی از لامپ های LED ساخت شرکت های معتبر جهان که از لنزهای مدرن اسیمتریک بهره گرفته می شود و موجب جلو گیری از خیرگی در دید خلبان در زمان حرکت در اپرون و پارک میگردد استفاده شود.
همچنین سازه نگهدارنده چراغ ها با توجه به شرایط خاص نصب چراغ ها (زاویه صفر)، طراحی و ساخته شود و به وسیله دو جفت کلمپ به دکل متصل گردند این طراحی موجب می شود به راحتی پتانسیل قابل باز و بسته شدن را داشته باشد.
مشخصات چراغهای اپرون:
پروژکتورهای نامتقارن (Asymmetric)
-
پروژکتورهای نامتقارن کروی (Asymmetric rotational)
-
پروژکتورهای LED
پروژکتورهای سیستم روشنایی اپرون بایستی دارای ویژگی های زیر می باشد :
– دارای بازده ۶۴% تا ۸۲%
– زاویه پرتاب نور از ° ۵۹ تا °۷۰
– در ۲ مدل Wide Beam و Narrow Beam
– دارای درجه حفاظت IP = 65 & 66
– دارای گلند تنفسی برای جلوگیری از ورود آب در هنگام گرم و سرد شدن پروژکتور
– دارای Plug-in برای استفاده در نرم افزارهای روز دنیا
– بدنه کاملا aerodynamic
– قابلیت نصب تجهیزات راه انداز سریع روی آن
– قابلیت نصب تیغه های کاهش خیرگی (anti-glare Louvre ) بر روی آن .
– تعویض آسان لامپ حتی در زمان برق دار بودن سیستم .
– قابلیت نصب بالاست در فاصله ی ۴۰ تا۷۰ متری از محل نصب چراغ
– قابلیت تنظیم چراغ با دوربین روی نقطه ی هدف ( Aiming Point )
– قابلیت پردازش نور از طریق استفاده از نرم افزار
– قابلیت نصب حفاظ فلزی روی شیشه برای مقاومت در مقابل ضربات مکانیکی پیش بینی نشده
– دارای خاصیت تحمل شوک حرارتی تا ۷۰۰ درجه سانتی گراد
Permanent link to this article: https://peg-co.com/home/%d8%b1%d9%88%d8%b4%d9%86%d8%a7%db%8c%db%8c-%d8%a7%d9%be%d8%b1%d9%88%d9%86-%d9%81%d8%b1%d9%88%d8%af%da%af%d8%a7%d9%87/

مقدمه:
upsمخفف عبارت Uninterruptible power supply ، به معنای منبع تغذیه بدون وقفه است.
یوپی اس یک منبع تغذیه الکترونیکی است که وظیفه اصلی آن ، تامین بدون وقفه ی توان مورد نیاز بار مصرفی می باشد ، این سیستم بین برق شهر و دستگاه مصرف کننده قرار گرفته علاوه بر تثبیت و تنظیم برق شبکه مانع از نفوذ نویز و اختلالات شبکه به تجهیزات حساس مصرف کننده می گردد . همچنین یوپی اس به عنوان منبع توان بدون وقفه با استفاده از انرژی ذخیره شده در باتری ، برق مورد نیاز تجهیزات مصرف کننده را تامین می نماید .
درحقیقت استفاده از یک انرژی پشتیبان مانند سیستم تامین انرژی بدون وقفه (UPS) شما را قادرمیسازد که بربیشترمشکلات ناشی ازبرق شهرفائق آیید وهمچنین محافظت دربرابرقطع کلی برق را نیز بدست آورید
شما می توانید سطوح مختلفی ازحفاظت را درمقابل مشکلات برق برای سیستم خود جهت جلوگیری ازتخریب ویا ازدست دادن اطلاعات به کارگیرید.
پارالل کردن یو پی اس:
در محیط های کسب و کار بزرگ که در آن قابلیت اطمینان است از اهمیت زیادی، تنها با یک یو پی اس بزرگ همچنین می توانید یک نقطه از یک شکست است که می تواند بسیاری از سیستم های دیگر را مختل می شود. به ارائه قابلیت اطمینان بیشتر، ماژول های مختلف یو پی اس و باتری یو پی اس کوچکتر می توان با هم یکپارچه برای ارائه کار برکنار معادل حفاظت از قدرت یوپی اس به بسیار بزرگ است. “N + 1” بدان معنی است که اگر بار را می توان با ماژول های N عرضه، نصب و راه اندازی شامل N + 1 ماژول. در این راه، شکست یکی ماژول عملیات سیستم تاثیر نیست.
انواع پارالل:
بسیاری از سرور های کامپیوتر ارائه گزینه های قدرت برکنار شده، به طوری که در صورت یک قدرت شکست عرضه، یک یا چند برق دیگر قادر به قدرت بار. این یک نقطه بحرانی است – هر منبع تغذیه باید قادر به قدرت کل سرور به خودی خود باشد.
حفاظت کار برکنار می توان در عین حال با اتصال هر منبع تغذیه به یو پی اس خود را گسترده تر کرده. این حفاظت دو از هر دو شکست منبع تغذیه و یک شکست یو پی اس فراهم می کند، به طوری که ادامه عملیات تضمین شده است. این تنظیمات نیز به عنوان ۱ + ۱ یا افزونگی ۲N اشاره شده است. اگر بودجه برای دو واحد UPS یکسان اجازه نمی دهد سپس آن را عمل مشترک را به برق وصل یک منبع تغذیه به برق قدرت و از سوی دیگر به یو پی اس است.
محیط لازم برای یو پی اس:
هنگامی که یک سیستم یو پی اس خارج از منزل قرار می گیرد، باید آن را برخی از ویژگی های خاص است که تضمین می کنند که آن را می توانید آب و هوا بدون هیچ گونه عوارض بر عملکرد تحمل دارند. عواملی مانند دما، رطوبت، باران، برف و در میان دیگران باید توسط سازنده نظر گرفته که طراحی یک سیستم یو پی اس در فضای باز. محدوده دمای عملیاتی برای سیستم های یو پی اس در فضای باز می تواند در حدود -۴۰ ° C تا ۵۵ °
سیستم های یو پی اس در فضای باز هم می تواند قطب، زمین (پایه)، و یا میزبان نصب شده است. محیط زیست در فضای باز می تواند سرمای شدید، که در این صورت سیستم یو پی اس در فضای باز باید شامل یک حصیر باتری گرم یا گرمای شدید، که در این صورت سیستم یو پی اس در فضای باز باید شامل یک سیستم فن و یا یک سیستم تهویه مطبوع بود.
اینورتر های خورشیدی، یا اینورتر PV، و یا تبدیل انرژی خورشیدی، تبدیل متغیر جریان مستقیم (DC) خروجی یک فتوولتائیک (PV) پانل های خورشیدی را به یک فرکانس ابزار جریان متناوب (AC) است که می تواند به یک شبکه الکتریکی تجاری تغذیه یا استفاده شده توسط یک شبکه الکتریکی خارج از شبکه محلی است. این مهم BOS جزء در سیستم های فتوولتائیک است، اجازه می دهد استفاده از تجهیزات معمولی AC طراحی شده است. اینورتر خورشیدی توابع خاص اقتباس برای استفاده با آرایه فتوولتائیک، از جمله حفاظت از حداکثر قدرت ردیابی نقطه و ضد جزیره.
Permanent link to this article: https://peg-co.com/home/%d9%be%d8%a7%d8%b1%d8%a7%d9%84%d9%84-%d9%86%d9%85%d9%88%d8%af%d9%86-%db%8c%d9%88-%d9%be%db%8c-%d8%a7%d8%b3/
مقدمه:
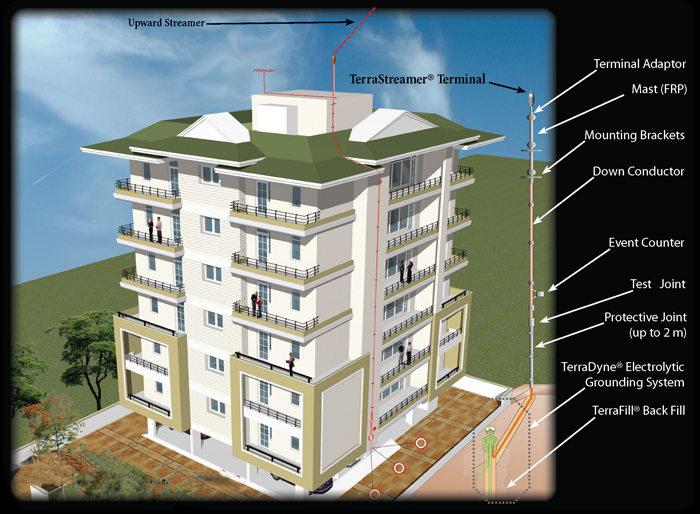
اصول نصب سیستم صاعقه گیر در مورد ساختمان ها به خصوص ساختمان های بلند بسیار حیاتی است.
با استفاده از برقگیر ساختمان باید از برخورد صاعقه به آن که می تواند منجر به آتش سوزی و تلفات جانی و مالی بسیاری شود، جلوگیری کرد.
علاوه بر خطر مرگ، کاهش قوای جنسی، سوختگی، نابینایی موقتی و آب مروارید هم از آسیبهای برخورد صاعقه هستند.
در یک سیستم حفاظت از رعد و برق، یک میله برقگیر یک جزء واحد از سیستم است.
میله برقگیر نیاز به اتصال به زمین برای انجام کار حفاظتی آن است.
میله های برق گیر در اشکال مختلف از جمله:
توخالی،
جامد،
]چند شاخه
کروی
اشاره ای، گرد،
ویژگی اصلی مشترک در همه میله های برقگیر این است که آنها همه از مواد رسانایی، از جمله:
مس،
آلومینیوم،
استیل،
ساخته شده اند.
مس و آلیاژهای آن رایج ترین مواد مورد استفاده در حفاظت از رعد و برق هستند.
در متن زیر دستورالعمل نصب و راه اندازی سیستم صاعقه گیر بطور کامل درج گردیده است:
.The top of the light terminal shall be installed at least 2 meters over the area that it protects (including antennas, refrigerating towers, roofs and tanks)
.Each lightning rod shall be connected to at least two down conductors
The receiving antennas (TV, radio, telephone) should be connecter directly or through and SPD or an isolated spark gap to the lightning protection system with a suitable conductor
.The coaxial cable of the antennas should be protected with a surge protective device
.The metallic elements that rise above the roof should be connected to the closest down conductor
.The routing of the down-conductor should be as straight as possible, following the shortest path, avoiding sharp bends or upward sections
.The bend radii should not be less than 20cm
Down-conductors will be placed preferably at the external part of the structure (whenever possible), avoiding the proximity of electrical or gas conductors
.The grounding system should be placed in a registry cage in order to do periodical inspections
The registry cage (or, in its absence each down-conductor) should be provided with a test joint in order to disconnect the earth termination system for enabling measurements
.The resistance value measured using a conventional equipment should be the lowest possible (less than 10 Ω)
.This resistance should be measured on the earthing termination insulated from any other conductive component
.All earthing system for a same structure should be interconnected
.It is recommended to add Quibacsol mineral compound to achieve lower soil resistivity
Permanent link to this article: https://peg-co.com/home/%d8%af%d8%b3%d8%aa%d9%88%d8%b1%d8%a7%d9%84%d8%b9%d9%85%d9%84-%d9%86%d8%b5%d8%a8-%d8%b3%db%8c%d8%b3%d8%aa%d9%85-%d8%b5%d8%a7%d8%b9%d9%82%d9%87-%da%af%db%8c%d8%b1/
مقدمه:
نصب صحیح و درست دیزل ژنراتور، یکی از مهم ترین موارد در میزان بهرهوری و عملکرد دیزل ژنراتور می باشد.
رعایت اقدامات ایمنی و کنترل اتصالات، نقش حیاتی در راه اندازی دیزل ژنراتور را بر عهده دارد.
همواره نصب و راه اندازی یک دیزل ژنراتور می بایست توسط یک فرد متخصص و با تجربه انجام گیرد تا از بروز هر گونه مشکل احتمالی به دور باشد.
بررسی و کنترل تمامی اجزای دیزل ژنراتور، بسیار ضروری و حیاتی بوده و در صورت سهل انگاری، خطراتی از قبیل: برق گرفتگی از ژنراتور، سوخته شدن ژنراتور، آتش سوزی دیزل ژنراتور را به همراه دارد.
در این مقاله، ما به مهم ترین نکات و چندین دستور العمل در راه اندازی یک دیزل ژنراتور اشاره می نماییم:
هر کسی که از موتور دیزل ژنراتور استفاده میکند باید درمورد نحوه کار و ایمنی آن نیز اطلاعات داشته باشد.
دیزل ژنراتور ها، ساعت های طولانی کار میکنند و نیازمند نگهداری هستند.
موتور دیزل از نوع مایع خنک کننده مقاوم تر از سایر موتور دیزل ها در بازار هستند.
موتور ژنراتوری که با سوخت دیزل (گازوئیل) کار میکند، از تزریق مستقیم سوخت استفاده میکند; بنابراین نگرانی از بابت آتش سوزی مستقیم از موتور وجود ندارد.
ذخیره سازی سوخت دیزل نسبتا ساده است چون سوختی با کمترین درجه آتش گیری است.
عمر ذخیره سازی دیزل از بقیه سوختها بیشتر است. دیزل در تمام پمپ بنزین ها در دسترس است و در قوطی یا بشکه محافظت می شود.
هشدارهای امنیتی برای موتور دیزل ژنراتور تفاوتی با دیگر موتور های دیزل ندارد.
بایداز قرار دادن دیزل ژنراتور در محیط های مرطوب اجتناب شود. ملاحظاتی که باید برای ایمنی دیزل ژنراتورها در نظر گرفته شود نه تنها شامل ایمنی خود شما می باشد بلکه شامل ایمنی خود ژنراتور و موتور ژنراتور نیز می باشد.
تعویض روغن، طول عمر دیزل ژنراتور را افزایش می دهد. ژنراتور هایی که با رعایت اصول ایمنی مناسب بکار گرفته می شوند به راحتی به مدت ۳ سال کار می کنند.
بازرسی تمام قسمت ها بصورت تک تک برای اطمینان از با کیفیت بودن ژنراتور، ضروری است.
تمیز نگهداشتن ژنراتور مانند جلوگیری از هر نوع نشتی یا خرابی الزامی است. حتی اگر دستگاه کنترل فشار روغن روی ژنراتور نصب شده باشد ، تمیز کردن ژنراتور ،قبل از شروع بکار موتور برای جلوگیری از خرابی،بسیار مهم است.
قرار دادن موتور دیزل ژنراتور در معرض هوای پاک برای خنک کردن موتور و تازه کردن هوای آن ضروری است.
موتور های با توان دیزلی با سیستم خنک کننده آبی همراه می باشند ولی تهویه هم ،به همان میزان اهمیت دارد.
سیستم خنک کننده آبی، همراه با تهویه هوا در داخل محفظه می تواند از بالا رفتن بیش از حد دما جلوگیری کند.
دستگاه دمنده هوا هم جهت محافظت ماشین از هرگونه آلودگی صوتی باید روی موتور نصب شود. فشار بالا می تواند دینام را از کار بیندازد بنابراین کنترل فشار برای افزایش طول عمر ژنراتور حیاتی است.
موتور ژنراتور هایی که با دیزل کار می کنند نیازمند یک پیش گرمایش قبل از شروع بکار و یک پیش سرمایش قبل از سوخت گیری می باشند. برای سوخت گیری مجدد باید ژنراتور خاموش شود تا از آتش سوزی جلوگیری شود.
دستورالعمل های نصب و بهره برداری دیزل ژنراتور:
مکان نصب:
ﻣﻜﺎﻥ ﻧﺼﺐ ﻣﻮﺗﻮﺭ ﺭﺍ ﺑﮕﻮﻧﻪ ﺍﻯ ﻃﺮﺍﺣﻰ ﻧﻤﺎﻳﻴﺪ ﻛﻪ ﺍﻧﺠﺎﻡ ﻛﺎﺭﻫﺎﻯ ﺳــﺮﻭﻳﺲ ﻭ ﻧﮕﻬﺪﺍﺭﻯ ﺁﻥ ﺑه ﺁﺳﺎنی ﺍﻧﺠﺎﻡ ﺷﻮﺩ.
ﻫﻨﮕﺎﻡ ﻧﺼﺐ، ﺩﻗﺖ ﻻﺯﻡ ﺭﺍ ﺑﻜﺎﺭ ﺑﺒﺮﻳﺪ ﺗﺎ ﺍﺯ ﻭﺭﻭﺩ ﺁﺷﻐﺎﻝ، ﺁﻟﻮﺩﮔﻰ ﻭ ﻣﻮﺍﺩ ﺧﺎﺭﺟﻰ ﺑﻪ ﺩﺍﺧﻞ ﺳﻴﺴﺘﻢ ﻫﺎﻯ ﺳــﻮﺧﺖ، ﺧﻨﻚ ﻛﻨﻨﺪﻩ ﻳﺎ ﺗﻮﺭﺑﻮﺷــﺎﺭژﺭ ﺟﻠﻮﮔﻴﺮﻯ ﺷــﻮﺩ. ﻗﺒﻞ ﺍﺯ ﻭﺻﻞ ﻟﻮﻟﻪ ﻫﺎ ﻭ ﺷﻴﻠﻨﮓ ﻫﺎﻯ ﺗﻐﺬﻳﻪ ﻣﻮﺗﻮﺭ، ﺁﻧﻬﺎ ﺭﺍ ﺑﺎ ﻫﻮﺍﻯ ﻓﺸﺮﺩﻩ ﻛﺎﻣﻼ ﺗﻤﻴﺰ ﻧﻤﺎﻳﻴﺪ .
ﺍﺯ ﺁﻧﺠﺎﻳــﻰ ﻛﻪ ﺩﻳــﺰﻝ ژﻧﺮﺍﺗﻮﺭﻫﺎ ﺍﺯ ﺗﺠﻬﻴﺰﺍﺕ ﻭ ﻟــﻮﺍﺯﻡ ﺟﺎﻧﺒﻰ ﻣﺘﻌﺪﺩﻯ ﺗﺸــﻜﻴﻞ ﮔﺮﺩﻳﺪﻩ، ﺍﻧﺤﺮﺍﻑ ﻭ ﻧﺎﺭﺳــﺎﺋﻰ ﺩﺭ ﻋﻤﻠﻜــﺮﺩ ﻳﻜﻰ ﺍﺯ ﻗﻄﻌﺎﺕ ﻭ ﻣﺘﻌﻠﻘﺎﺕ ﺁﻥ ﻣﻮﺟﺐ ﺗﺄﺛﻴــﺮ ﻧﺎﻣﻄﻠﻮﺏ ﺑﺮ ﻋﻤﻠﻜﺮﺩ ﻛﻠﻰ ﻣﻮﺗﻮﺭ ﺧﻮﺍﻫﺪ ﺷﺪ.
ﺍﺯ ﺍﻳﻦ ﺟﻬﺖ، ﺗﻨﻈﻴﻢ ﻣﻨﺎﺳﺐ ﻭ ﺻﺤﻴﺢ ﺳﻴﺴﺘﻢ ﻫﺎ ﺑﺴﻴﺎﺭ ﺣﺎﺋﺰ ﺍﻫﻤﻴﺖ ﺍﺳﺖ. ﻗﻄﻌﺎﺕ ﻭ ﺗﺠﻬﻴﺰﺍﺗﻰ ﻛﻪ ﺑﺴــﺘﻪ ﻭ ﭘﻠﻤﺐ ﻣﻰ ﺑﺎﺷــﻨﺪ، ﺑﺎﻳﺪ ﺗﻮﺳــﻂ ﻧﻤﺎﻳﻨﺪﮔﻰ ﻣﺠــﺎﺯ ﺗﻨﻈﻴﻢ ﻭ ﺗﻌﻤﻴﺮ ﺷﻮﻧﺪ.
ﻓﻮﻧﺪﺍﺳﻴﻮﻥ:
به منظور تراز کردن محل استقرار دیزل ژنراتورها حتما باید فونداسیون اجرا کرد و توسط لرزگیرهای زیر شاسی به کف فونداسیون بولت کرد. این امر سبب کاهش لرزش های ایجاد شده توسط موتور دیزلی به کل سیستم می شود و ضروری است. ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﻭﺯﻥ ﺩﺳﺘﮕﺎﻩ ﻭ ﺗﻮﺯﻳﻊ ﻣﻨﺎﺳﺐ ﻧﻴﺮﻭﻫﺎﻯ ﺩﻳﻨﺎﻣﻴﻜﻰ ﻭﺍﺭﺩ ﺑﺮ ﺯﻣﻴﻦ، ﻧﺼﺐ برخی از ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭﻫﺎ ﻧﻴﺎﺯ ﺑﻪ ﻓﻮﻧﺪﺍﺳــﻴﻮﻥ ﻗﻮﻯ ﻭ ﻣﺤﻜﻤﻰ ﻧــﺪﺍﺭﺩ ﻭ ﺗﻨﻬﺎ ﺑﺎﻳﺪ ﻣﺤﻞ ﺍﺳــﺘﻘﺮﺍﺭ ﺻﺎﻑ ﻭ ﺑﮕﻮﻧﻪ ﺍﻯ ﻓﺮﺵ ﺷﺪﻩ ﺑﺎﺷﺪ ﻛﻪ ﺩﺭ ﺯﻣﺎﻥ ﻛﺎﺭ ﻣﻮﺗﻮﺭ، ﺍﻳﺠﺎﺩ ﮔﺮﺩ ﻭ ﺧﺎﻙ ﻧﻨﻤﺎﻳﺪ.
ﭼﻨﺎﻧﭽﻪ ﻣﺼﺮﻑ ﻛﻨﻨﺪﻩ ﻧﻴﺎﺯ ﺑﻪ ﺍﺟﺮﺍﻯ ﻓﻮﻧﺪﺍﺳــﻴﻮﻥ ﻣﻰ ﺑﻴﻨﺪ، ﻣﻰ ﺗﻮﺍﻧﺪ ﺍﺯ ﺭﺍﻫﻨﻤﺎﻳﻰ ﻫﺎﻯ ﺍﺭﺍﺋﻪ ﺷﺪﻩ ﺩﺭ ﻣﻮﺭﺩ ﻓﻮﻧﺪﺍﺳﻴﻮﻥ ﭘﻴﺮﻭﻯ ﻧﻤﺎﻳﻴﺪ.
ﻓﻮﻧﺪﺍﺳﻴﻮﻥ ﺑﺎﻳﺪ ﺑﺮﺍﻯ ﺗﺤﻤﻞ ﺑﺎﺭ ﺳﺎﻛﻦ ﻭ ﻫﺮ ﻧﻮﻉ ﺑﺎﺭ ﺩﻳﻨﺎﻣﻴﻜﻰ ﺍﻳﺠﺎﺩ ﺷﺪﻩ ﺑﻪ ﻫﻨﮕﺎﻡ ﻛﺎﺭ ﻣﻮﺗﻮﺭ، ﻣﻘﺎﻭمت ﻭ استحکام لازم را داشته ﺑﺎﺷﺪ وﻛﺎﻣﻼ ﭘﺎﻳﺪﺍﺭ ﺑﺎﺷﺪ ﺗﺎ ﺍﺯ ﺑﺮﻭﺯ ﺷﻜﺴﺖ ﻭ ﺗﻐﻴﻴﺮ ﺷﻜﻞ ﺩﺭ ﺁﻥ ﻛﻪ ﺑﺎﻋﺚ ﺍﺯ ﺩﺳﺖ ﺩﺍﺩﻥ ﺗﺮﺍﺯ ﻭ ﻫﻤﺮﺍﺳﺘﺎﻳﻰ ﻣﻮﺗﻮﺭ ﻭ ژﻧﺮﺍﺗﻮﺭ ﻣﻰ ﺷﻮﺩ، ﺟﻠﻮﮔﻴﺮﻯ ﺷﻮﺩ.
ﻓﻮﻧﺪﺍﺳﻴﻮﻥ ﺑﺎﻳﺪ ﺣﺪﺍﻗﻞ ۴۰ ﺍﻟﻰ ۵۰ ﺳﺎﻧﺘﻴﻤﺘﺮ ﺩﺭ ﻛﻠﻴﻪ ﺟﻬﺎﺕ ﺍﺯ ﺷﺎﺳﻰ ﻣﻮﺗﻮﺭ ﺩﻳﺰﻝ ﻭﺳﻴﻊ ﺗﺮ ﺑﺎﺷﺪ ﺗﺎ ﻛﺎﺭﻫﺎﻯ ﺳــﺮﻭﻳﺲ ﻭ ﻧﮕﻬﺪﺍﺭﻯ ﺁﻥ ﺁﺳــﺎﻥ ﺍﻧﺠﺎﻡ ﺷــﻮﺩ ﻭ ۱۰ ﺍﻟﻰ ۲۰ ﺳﺎﻧﺘﻴﻤﺘﺮ ﺍﺯ ﻛﻒ ﻣﺤﻞ ﺑﻠﻨﺪﺗﺮ ﺑﺎﺷﺪ.
به نکات زیرجهت ساخت فوندانسیون توجه کنید.
الف: زمان نصب دستگاه، فوندانسیون محکم و خشک شده باشد.
ب: سطح فوندانسیون کاملا صاف و مسطح باشد.
ج: فوندانسیون دستگاه باید مستقل از فوندانسیون سازه اتاقک طراحی و ساخته شود.
د: در دستگاههای با قدرت بالا، سیستم خنک کنندگی به صورت جداگانه نصب خواهد شد. چنانچه دستگاه مورد استفاده از این نوع باشد، باید فوندانسیون سیستم خنک کننده متناسب با ابعاد و وزن آن، جدا از فوندانسیون دستگاه طراحی و ساخته شود (قبل از خرید دستگاه از نیروی متخصص مشاوره بگیرید).
ﻃﺮﺍﺣﻰ ﻭ ﺁﺭﺍﻳﺶ ﻣﻜﺎﻥ ﺍﺳﺘﻘﺮﺍﺭ:
• ﺧﺮﻭﺟﻰ ﺍﮔﺰﻭﺯ ﺑﺎﻳﺪ ﺑﮕﻮﻧﻪ ﺍﻯ ﻣﺴﺘﻘﺮ ﺷﻮﺩ ﻛﻪ ﺍﺯ ﺑﺮﮔﺸﺖ ﺩﻭﺩ ﺍﮔﺰﻭﺯ ﺑﺪﺍﺧﻞ ﺟﻠﻮﮔﻴﺮﻯ ﺷﻮﺩ.
• ﻣﻨﺒﻊ ﺍﮔﺰﻭﺯ ﺭﺍ ﺑﺎ ﺍﺗﻜﺎ ﺑﻪ ﺳﻘﻒ ﻣﺴﺘﻘﺮ ﻧﻤﺎﻳﻴﺪ ﺗﺎ ﺍﺯ ﺍﻋﻤﺎﻝ ﺑﺎﺭ ﺑﺮ ﺭﻭﻯ ﻣﻮﺗﻮﺭ ﺟﻠﻮﮔﻴﺮﻯ ﺷﻮﺩ.
• ﺑﺮﺍﻯ ﺧﻨﺜﻰ ﻛﺮﺩﻥ ﻟﺮﺯﺵ ﻫﺎﻯ ﺑﻴﻦ ﺧﺮﻭﺟﻰ ﺍﮔﺰﻭﺯ ﻣﻮﺗﻮﺭ ﻭ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺍﺯ ﻟﺮﺯﻩ ﮔﻴﺮ ﺍﺳــﺘﻔﺎﺩﻩ ﻧﻤﺎﻳﻴﺪ ﻛﻪ ﻫﻤﺮﺍﻩ ﺑﺎ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭﻫﺎﻯ ﺍﺿﻄﺮﺍﺭﻯ ﺗﺤﻮﻳﻞ ﻣﻰ ﮔﺮﺩﺩ.
• ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺍﺳﺘﻔﺎﺩﻩ ﺍﺯ ﻟﺮﺯﻩ ﮔﻴﺮ ﺑﻴﻦ ژﻧﺮﺍﺗﻮﺭ ﻭ ﺷﺎﺳﻰ ﻣﺮﺑﻮﻁ، ﻧﻴﺎﺯﻯ ﺑﻪ ﻧﺼﺐ ﻭ ﺍﺳﺘﻔﺎﺩﻩ ﺍﺯ ﻟﺮﺯﻩ ﮔﻴﺮ ﺑﻴﻦ ﺷﺎﺳﻰ ﻭ ﻛﻒ ﺗﻤﺎﻡ ﺷﺪﻩ ﻧﻤﻰ ﺑﺎﺷﺪ.
• ﺑﺮﺍﻯ ﺟﻠﻮﮔﻴﺮﻯ ﺍﺯ ﻣﻘﺎﻭﻣﺖ ﺩﺭ ﺑﺮﺍﺑﺮ ﺟﺮﻳﺎﻥ ﺩﻭﺩ ﺍﮔﺰﻭﺯ ( ،(Back Pressureﺗﺎ ﺁﻧﺠﺎ ﻛﻪ ﻣﻤﻜﻦ ﺍﺳﺖ ﺳﻴﺴــﺘﻢ ﻟﻮﻟﻪ ﻛﺸﻰ ﺍﮔﺰﻭﺯ ﺑﺎﻳﺪ ﻛﻮﺗﺎﻩ ﻭ ﭘﻴﭻ ﻭ ﺧﻢ ﻫﺎﻯ ﺁﻥ ﺩﺭ ﺣﺪﺍﻗﻞ ﻣﻤﻜﻦ ﺑﺎﺷﺪ
• ﺟﻬﺖ ﺟﻠﻮﮔﻴﺮﻯ ﺍﺯ ﺑﺮﮔﺸــﺖ ﺩﻭﺩ ﺩﺭ ﺗﻮﺭﺑﻮﺷــﺎﺭژﺭ، ﻗﻄﺮ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺑﺎﻳﺪ ﺣﺪﺍﻗﻞ ۱۵ ﺍﻟﻰ ۲۰ ﺩﺭﺻﺪ ﺑﺰﺭﮔﺘﺮ ﺍﺯ ﺩﻫﺎﻧﻪ ﺗﻮﺭﺑﻮﺷﺎﺭژﺭ ﺑﺎﺷﺪ.
• ﭼﻨﺎﻧﭽﻪ ﺑﻌﻠﺖ ﺷﺮﺍﻳﻂ ﺣﺎﻛﻢ، ﻣﻴﺰﺍﻥ ﻣﻘﺎﻭﻣﺖ ﺩﺭ ﺑﺮﺍﺑﺮ ﺟﺮﻳﺎﻥ ﺧﺮﻭﺝ ﺩﻭﺩ ﺍﮔﺰﻭﺯ ( (Back Pressureﺍﺯ ﻣﻘﺪﺍﺭ ﺗﻌﻴﻴﻦ ﺷﺪﻩ ﺯﻳﺎﺩﺗﺮ ﻣﻰ ﺷﻮﺩ، ﻗﻄﺮ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺭﺍ ﺍﻓﺰﺍﻳﺶ ﺩﻫﻴﺪ )ﮔﺸﺎﺩﺗﺮ ﺍﺳﺘﻔﺎﺩﻩ ﻧﻤﺎﻳﻴﺪ(.
• ﺑﺮﺍﻯ ﺟﻠﻮﮔﻴﺮﻯ ﺍﺯ ﺍﻧﺘﺸﺎﺭ ﺩﻣﺎﻯ ﺑﺎﻻﻯ ﺍﮔﺰﻭﺯ ﺩﺍﺧﻞ ﻣﻜﺎﻥ ﺍﺳﺘﻘﺮﺍﺭ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭ، ﻣﻨﺒﻊ ﻭ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺭﺍ ﺑﺎ ﻣﺼﺎﻟﺢ ﻣﻨﺎﺳﺐ (ﭘﺸﻢ ﺳﻨﮓ ﺑﺎ ﺭﻭﻛﺶ ﺁﻟﻮﻣﻴﻨﻴﻮﻡ) ﻋﺎﻳﻖ ﺑﻨﺪﻯ ﻛﻨﻴﺪ.
• ﺑﺎ ﺗﻮﺟﻪ ﺑﻪ ﺍﻧﺒﺴــﺎﻁ ﻟﻮﻟﻪ ﻫﺎﻯ ﻓﻠﺰﻯ ﺩﺭ ﺍﺛﺮ ﺩﻣﺎ، ﺧﻼﺻــﻰ ﻻﺯﻡ ﺭﺍ ﺑﺮﺍﻯ ﻟﻮﻟﻪ ﻫﺎﻯ ﺍﮔﺰﻭﺯ ﭘﻴﺶ ﺑﻴﻨﻰ ﻛﻨﻴﺪ ﺗﺎ ﺍﺯ ﺍﻋﻤﺎﻝ ﻓﺸﺎﺭ ﺑﺮ ﺗﻜﻴﻪ ﮔﺎﻩ ﻫﺎ ﻭ ﻣﻮﺗﻮﺭ ﺟﻠﻮﮔﻴﺮﻯ ﺷﻮﺩ.
• ﺩﺭﭘﻮﺵ، ﻛﻼﻫﻚ ﻳﺎ ﺯﺍﻧﻮﻳﻰ ﻣﻨﺎﺳﺐ ﺑﺮﺍﻯ ﺍﻧﺘﻬﺎﻯ ﺑﻴﺮﻭﻧﻰ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺗﻬﻴﻪ ﻧﻤﺎﻳﻴﺪ ﺗﺎ ﺍﺯ ﻭﺭﻭﺩ ﺁﺏ ﺑﺎﺭﺍﻥ ﺑﻪ ﺩﺍﺧﻞ ﺁﻥ ﺟﻠﻮﮔﻴﺮﻯ ﺷﻮﺩ.
• ﺍﻧﺘﻬــﺎﻯ ﺑﻴﺮﻭﻧﻰ ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﺭﺍ ﺑﮕﻮﻧﻪ ﺍﻯ ﻣﺴــﺘﻘﺮ ﻛﻨﻴﺪ ﻛﻪ ﺩﺭ ﺟﻬﺖ ﭘﺸــﺖ ﺑــﻪ ﺑﺎﺩ ﻭ ﻳﺎ ﻭﺯﺵ ﺑﺎﺩ ﺍﺯ ﻃﺮﻓﻴﻦ ﺑﺎﺷﺪ.
ﺑﺮﺍﻯ ﺟﻠﻮﮔﻴﺮﻯ ﺍﺯ ﺍﻋﻤﺎﻝ ﻭﺯﻥ ﺑﺮ ﺭﻭﻯ ﺗﻮﺭﺑﻮﺷﺎﺭژﺭ، ﻟﻮﻟﻪ ﺍﮔﺰﻭﺯ ﻭ ﻣﻨﺒﻊ ﺍﮔﺰﻭﺯ ﺑﺎﻳﺪ ﺑﻪ ﺳﻘﻒ ﺳﺎﭘﻮﺭﺕ ﺷﻮﻧﺪ، ﺑﻪ ﺷﻜﻠﻰ ﻛﻪ ﻟﺮﺯﻩ ﮔﻴﺮ ﺍﮔﺰﻭﺯ ﺑﻪ ﺭﺍﺣﺘﻰ ﺟﺎﻯ ﺑﺎﺯﻯ ﺩﺍﺷﺘﻪ ﺑﺎﺷﺪ.
استفاده از کانوپی یا مسقف کردن محل استقرار دیزل ژنراتور:
سازه اتاقک میتواند با مصالح معماری هماهنگ با اقلیم منطقه ساخته شود. بنابراین با توجه به اقلیم منطقه از عایقهای حرارتی و رطوبتی لازم استفاده نمایید. پیش بینی آبروهای کافی در اطراف سقف سازه و جمع آوری و هدایت آب به زمین یکی از نکات قابل توجه میباشد. به دلیل زلزله خیز بودن برخی از مناطق ایران، پیشنهاد میشود اتاقک دستگاه در برابر زلزله مقاوم باشد.
برای بالا بردن طول عمر مفید دیزل ژنراتور ها باید روی سیستم حتما سقف تعبیه شود تا از شرایط بد محیطی دور بماند.
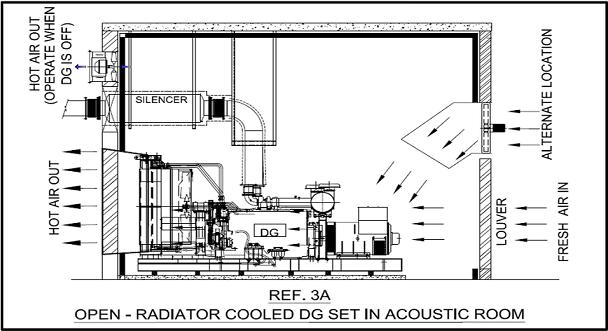
ﺗﻬﻮﻳﻪ ﻣﻜﺎﻥ ﺍﺳﺘﻘﺮﺍﺭ:
دیزل به دلیل احتراقی که در سیستم خود دارد، باعث تولید گرما میشود. این گرمای تولیدی باعث گرم شدن هوای محیط و همچنین گرم شدن آب مجاری دیزل میگردد. آب مجاری دیزل به وسیله رادیاتوری که در جلوی دستگاه قرار دارد خنک میشود. همچنین ژنراتور به دلیل وجود جریان و مقاومت الکتریکی که در ذات خود دارد، تولید گرما میکند. این گرما باعث صدمه زدن به سیم پیچها و عایقهای ژنراتور میگردد. سیستم خنک کاری ژنراتور معمولا توسط هوای محیط میباشد. این خنک کاری در دو مرحله انجام میگردد. ابتدا هوای محیط به صورت شعاعی از اطراف سیم پیچها، توسط پره هایی که روی محور ژنراتور قرار دارد، عبور کرده و به بیرون هدایت میشود. در مرحله دوم قسمتهایی از ژنراتور که در حالت قبل در معرض هوای پره ها قرار نگرفته، خنک میشود. در این مرحله شیارهایی از جنس آلومینیوم برروی پوسته ژنراتور تعبیه شده است . این شیارها تماس گرمای استاتور را با محیط بیشتر کرده و باعث انتقال سریع گرما به محیط میشود. با توجه به گفتههای بالا هوای اتاقک دستگاه گرم شده و میبایست این گرما به بیرون هدایت شود، تا دستگاه آسیب نبیند.
ﺳﻴﺴﺘﻢ ﺳﻮﺧﺖ:
سوخت دیزل به عنوان محصولی خطر آفرین درنظرگرفته می شود و ذخیره و انتقال آن تحت یک سری قوانین انجام میپذیرد .باید توجه کرد، لوله ها و تانک سوخت از فلزهای آهن گالوانیزه یا مس ساخته نشده باشد. تانک میلیمتر از اگزوز دستگاه فاصله داشته باشد. ۳۵۵ سوخت هم سطح با شاسی دستگاه بوده ولوله ها حداقل لازم به ذکر است هنگام وصل قطعات جانبی به تانک از نوار تفلون استفاده نشود. ساعته، سوخت مورد نیاز دستگاه را تامین کند.
تانک سوخت میبایست به اندازه یک شیفت کاری ۸ ساعته، سوخت مورد نیاز را تامین کند.
لوله مسیر رفت سوخت به دستگاه به اندازه ۱۵ الی ۵۰ میلیمتر از کف تانک بالاتر قرار بگیرد.
قطعات جانبی تانک سوخت:
الف: شیر تخلیه شیر تخلیهای در قسمت پایین تانک نصب شده و برای تخلیه آب نفوذ کرده به تانک مورد استفاده قرار میگیرد.
ب: درب باک محل پرکردن تانک توسط یک گلوئی از سطح بالایی تانک فاصله داده و یک در باک جذب برای آن در نظر بگیرید.
ج: فیلترهای توری تمامی مسیرهای ورودی تانک، به فیلترهای توری مجهز شود. این فیلترها از ورود اشیاء خارجی به تانک جلوگیری میکند.
د: شیلنگ و بست شیلنگ این قطعه هدایت سوخت از باک به دستگاه و از دستگاه به باک را به عهده دارد ( باک هم سطح با شاسی و زیر دیزل قرار دارد). پس باید از جنس مرغوبی استفاده شود. همچنین جهت نشت نکردن سوخت و محکم کردن اتصالات از بست مخصوص و مرغوب استفاده شود.
نکته: هنگامی که سوخت را داخل تانک میریزیم می بایست توجه کنیم گازوئیل خالص وارد دستگاه شود. چرا که موادی از قبیل آب، نفت، بنزین و … باعث آسیب رساندن به قطعات دستگاه خواهد شد.
سوخت باید تمیز و عاری از هر گونه موارد اضافی و آب باشد.به همین منظور باید محل ورودی مخزن سوخت داری فیلتر باشد.اکثر موتور موجود دارای فیلتر آب گیر در محل مکش سوخت به داخل موتور هستند.
ﺳﻴﺴﺘﻢ ﺧﻨﻚ ﻛﻨﻨﺪﻩ:
• ﻫﻨــﮕﺎﻡ ﺗﻌﻮﻳﺾ ﻣﺎﻳﻊ ﺧﻨﻚ ﻛﻨﻨﺪﻩ ﻣﻮﺗــﻮﺭ، ﺍﺯ ﻫﻤﺎﻥ ﻧﻮﻉ ﻛﻪ ﻗﺒﻼ توﺳــﻂ ﺳﺎﺯﻧﺪﻩ ﻣﻮﺗﻮﺭ ﭘﺮ ﺷﺪﻩ ﺍﺳﺖ ﺍﺳﺘﻔﺎﺩﻩ ﻛﻨﻴﺪ. ﺗﺮﻛﻴﺐ ﺍﻧﻮﺍﻉ ﻣﺨﺘﻠﻒ ﻣﺎﻳﻊ ﺧﻨﻚ ﻛﻨﻨﺪﻩ ﺑﺎﻋﺚ ﺻﺪﻣﻪ ﺯﺩﻥ ﺑﻪ ﻣﻮﺗﻮﺭ ﻣﻰ ﺷﻮﺩ. ﺿﺪ ﻳـﺦ ﻋﻼﻭﻩ ﺑـﺮ ﺍﻳﺠـﺎﺩ ﻣﻘﺎﻭﻣﺖ ﺩﺭ ﺗﺮﻛﻴﺐ ۴۰% ﺿﺪ ﻳﺦ ﻭ ۶۰% ﺁﺏ ﺧﺎﻟﺺ، ﻣﻮﺗﻮﺭ ﺭﺍ ﺗﺎ ۵۲- ﻣﻘﺎﺑﻞ ﻳﺦ ﺯﺩﮔﻰ، ﺧﻮﺭﺩﻧﺪﮔﻰ ﻭ ﺗﺸﻜﻴﻞ ﺭﺳﻮﺏ ﺩﺭ ﺳﻴﺴﺘﻢ ﺧﻨﻚ ﻛﻨﻨﺪﻩ محافظت می کند.
ﻋﺎﻣﻞ ﺑﻴﺶ ﺍﺯ ۰۵% ﺿﺪ ﻳﺦ ﺑﺎ ﺁﺏ، ﻣﻮﺟﺐ ﻛﺎﻫﺶ ﺗﺄﺛﻴﺮ ﺧﻨﻚ ﺳﺎﺯﻯ ﻭ ﺑﺴـﻴﺎﺭ ﻣﻬﻤﻰ ﺩﺭ ﺑﺎﻻ ﺑﺮﺩﻥ ﻧﻘﻄﻪ ﺟﻮﺵ ﺑﺎﻻ ﺭﻓﺘﻦ ﺩﻣﺎﻯ ﻣﻮﺗﻮﺭ ﻣﻰ ﮔﺮﺩﺩ.
ﻣﺎﻳﻊ ﺧﻨﻚ ﻛﻨﻨﺪﻩ ﻧﻴﺰ ﻣﻰ ﺑﺎﺷـﺪ. ﺑﺪﻳﻦ
• ﺿــﺪ ﻳﺦ ﻭ ﺁﺏ ﺧﺎﻟــﺺ ﺭﺍ ﻗﺒﻼ ﺩﺭ ﻇﺮﻑ ﭘﻼﺳــﺘﻴﻜﻰ ﺟﺪﺍﮔﺎﻧﻪ ﺍﻯ ﻛﺎﻣﻼ ﺑﺎ ﻳﻜﺪﻳﮕﺮ ﻣﺨﻠﻮﻁ ﻭ ﺳﭙﺲ ﺭﺍﺩﻳﺎﺗﻮﺭ ﺭﺍ ﺑﺎ ﺁﻥ ﭘﺮ ﻛﻨﻴﺪ.
• ﻫﻨﮕﺎﻡ ﭘﺮ ﻛﺮﺩﻥ ﺭﺍﺩﻳﺎﺗﻮﺭ، ﺁﻥ ﺭﺍ ﺑﻪ ﺁﺭﺍﻣﻰ ﭘﺮ ﻛﻨﻴﺪ ﺗﺎ ﻓﺮﺻﺖ ﺧﺎﺭﺝ ﺷﺪﻥ ﻫﻮﺍ ﺍﺯ ﺳﻴﺴﺘﻢ ﺑﻪ ﺁﻥ ﺩﺍﺩﻩ ﺷﻮﺩ.
ﺳﻴﺴﺘﻢ ﺭﻭﻏﻦ ﻛﺎﺭﻯ یا ﺗﻌﻮﻳﺾ ﺭﻭﻏﻦ:
• ﭘﺲ ﺍﺯ ۱۵۰ ﺍﻟﻰ ۲۰۰ ﺳﺎﻋﺖ ﺍﻭﻟﻴﻪ ﻛﺎﺭﻛﺮﺩ ﻣﻮﺗﻮﺭ، ﺭﻭﻏﻦ ﻣﻮﺗﻮﺭ ﻭ ﻓﻴﻠﺘﺮ ﺭﻭﻏﻦ ﻣﻮﺗﻮﺭ ﺭﺍ ﻫﻤﺰﻣﺎﻥ ﺑﺎ ﻫﻢ ﻋﻮﺽ ﻛﻨﻴﺪ.
• ﺩﺭ ﺻﻮﺭﺗــﻰ ﻛﻪ ﺩﻳﺰﻝ ژﻧﺮﺍﺗــﻮﺭ ﺑﺮﺍﻯ ﻣﺼﺎرﻑ ﺍﺿﻄﺮﺍﺭﻯ ﺍﺳــﺘﻔﺎﺩﻩ ﻣﻰ ﮔــﺮﺩﺩ،
ﻣﻬـﻢ! ﻓﺎﺻﻠﻪ ﺯﻣﺎﻧﻰ ﺗﻌﻮﻳﺾ ﺭﻭﻏﻦ ﻧﺒﺎﻳﺪ ﺍﺯ ۲۱ ﻣﺎﻩ ﺑﻴﺸــﺘﺮ
ﺷﻮﺩ.
• ﺗﻨﻬﺎ ﺍﺯ ﺭﻭﻏﻦ ﻭ ﺭﻭﺍﻧﻜﺎﺭﻫﺎﻯ ﺗﻮﺻﻴﻪ ﺷــﺪﻩ ﺗﻮﺳﻂ ﺷﺮﻛﺖ متخصص ﺍﺳﺘﻔﺎﺩﻩ ﻧﻤﺎﻳﻴﺪ.
ﻣــﻮﺗــﻮﺭ
• ﺭﻭﻏﻦ ﻭ ﻓﻴﻠﺘﺮ ﺭﻭﻏﻦ ﻣﻮﺗﻮﺭ ﺭﺍ ﻫﺮ ۰۰۲ ﺳﺎﻋﺖ ﻋﻮﺽ ﻛﻨﻴﺪ.
• ﻫﺮﮔﺰ ﺑﺪﻭﻥ ﻓﻴﻠﺘﺮ ﻫﻮﺍ، ﻣﻮﺗﻮﺭ ﺭﺍ ﺭﻭﺷﻦ ﻧﻜﻨﻴﺪ ﻭ ﺍﺯ ﻓﻴﻠﺘﺮﻫﺎﻯ ﺻﺪﻣﻪ ﺩﻳﺪﻩ ﺍﺳﺘﻔﺎﺩﻩ ﻧﻨﻤﺎﻳﻴﺪ.
• ﺩﺭ ﻣﺤﻴﻂ ﻫﺎﻯ ﭘﺮ ﮔﺮﺩ ﻭ ﺧﺎﻙ، ﻓﻴﻠﺘﺮ ﻫﻮﺍ ﺭﺍ ﺑﻪ ﺩﻓﻌﺎﺕ ﺑﻴﺸــﺘﺮﻯ ﻋﻮﺽ ﻛﻨﻴﺪ. ﺍﺯ ﺍﺳــﺘﻔﺎﺩﻩ ﺍﺯ ﻫﻮﺍﻯ ﭘﺮﻓﺸﺎﺭ ﺟﻬﺖ ﺗﻤﻴﺰ ﻛﺮﺩﻥ ﻓﻴﻠﺘﺮ ﻫﻮﺍ ﺟﺪﺍ ً ﺧﻮﺩﺩﺭﺍﻯ ﻧﻤﺎﻳﻴﺪ، ﺯﻳﺮﺍ ﺍﻳﻦ ﻛﺎﺭ ﺑﺎﻋﺚ ﺑﺴﺘﻪ ﺷﺪﻥ ﻭ ﻳﺎ ﺑﺎﺯ ﺷﺪﻥ ﺑﻴﺶ ﺍﺯ ﺍﻧﺪﺍﺯﻩ ﻣﻨﺎﻓﺬ ﮔﺮﺩﻳﺪﻩ ﻭ ﺑﻪ ﻣﻮﺗﻮﺭ ﺁﺳﻴﺐ ﻣﻰ ﺯﻧﺪ.
• ﺩﺭ ﻓﺼﻞ ﺳﺮﻣﺎ ﺑﺮﺍﻯ ﮔﺮﻡ ﻛﺮﺩﻥ ﻣﻮﺗﻮﺭ، ﻫﺮﮔﺰ ﺍﺯ ﻣﺸﻌﻞ ﻭ ﻧﻈﺎﻳﺮ ﺁﻥ ﺍﺳﺘﻔﺎﺩﻩ ﻧﻜﻨﻴﺪ.
• ﻫﺮﮔﺰ ﺗﻐﻴﻴﺮﻯ ﺩﺭ ﺳﻴﺴﺘﻢ Intakeﻭ Exhaustﻣﻮﺗﻮﺭ ﺍﻳﺠﺎﺩ ﻧﻨﻤﺎﻳﻴﺪ.
• ﺩﺭ ۱۰۰ ﺍﻟﻰ ۲۰۰ ﺳﺎﻋﺖ ﺍﻭﻟﻴﻪ ﻛﺎﺭﻛﺮﺩ ﻣﻮﺗﻮﺭ، ﻛﺎﻫﺶ ﻣﻴﺰﺍﻥ ﺭﻭﻏﻦ ﺍﻣﺮﻯ ﻋﺎﺩﻯ ﺍﺳﺖ. ﺑﻄﻮﺭ ﻣﻨﻈﻢ ﻣﻴﺰﺍﻥ ﺭﻭﻏﻦ ﺁﻥ ﺭﺍ ﺑﺮﺭﺳﻰ ﻭ ﺩﺭ ﺻﻮﺭﺕ ﻧﻴﺎﺯ ﺑﻪ ﺁﻥ ﺭﻭﻏﻦ ﺍﺿﺎﻓﻪ ﻛﻨﻴﺪ.
ﻣﻬـﻢ!
ﺑﺎﺯﺑﻴﻨﻰ/ ﺗﻨﻈﻴﻢ ﺳـﻮﭘﺎپ ﻣﻮﺗﻮﺭ، ﺍﻧﮋﻛﺘﻮﺭﻫﺎ ﻭ ﺗﻮﺭﺑﻮﺷﺎﺭژﺭ ﻭ ﻳﺎ ﻛﻠﻴﻪ ﺳﺮﻭﻳﺲ ﻭ ﺗﻌﻤﻴﺮﺍﺕ ﺩﻳﮕﺮ ﺑﺎﻳﺪ ﺗﻮﺳﻂ ﻧﻤﺎﻳﻨﺪﮔﻰ ﻣﺠﺎﺯ ﻭﻟــﻮﻭ ﺍﻧﺠﺎﻡ ﮔﺮﺩﺩ. ﺗﻌﻤﻴـﺮ ﻭ ﺩﺳـﺘﻜﺎﺭﻯ ﺗﻮﺳـﻂ ﺍﻓـﺮﺍﺩ ﻏﻴﺮﻣﺘﺨﺼـﺺ، ﺑﺎﻋـﺚ ﺻﺪﻣـﻪ ﻭ ﺁﺳـﻴﺐ ﺩﻳﺪﮔﻰ ﻣﻮﺗﻮﺭﮔﺮﺩﻳﺪﻩ ﻭ ﺩﺳﺘﮕﺎﻩ ﺍﺯ ﮔﺎﺭﺍﻧﺘﻰ ﺧﺎﺭﺝ ﻣﻰ ﮔﺮﺩﺩ. ﺑﻪ ﻫﻤﻴﻦ ﻣﻨﻈﻮﺭ ﺳﺮﻭﻳﺲ ﻫﺎﻯ ﺷﺮﻛﺖ نیرو آفرینان ﺑﺎ ﻣﺘﺨﺼﺼﺎﻥ ﻛﺎﺭﺁﺯﻣﻮﺩﻩ ﻭ ﺩﺍﺭﺍﻯ ﺻﻼﺣﻴﺖ، ﺁﻣﺎﺩﻩ ﺍﺭﺍﺋﻪ ﺧﺪﻣﺎﺕ ﺳﺮﻭﻳﺲ ﻭ ﭘﺸﺘﻴﺒﺎﻧﻰ ﺷﻤﺎ ﻣﻰ ﺑﺎﺷﻨﺪ.
• ﻗﺒــﻞ ﺍﺯ ﺧﺎﻣــﻮﺵ ﻛﺮﺩﻥ ﻣﻮﺗﻮﺭ، ﺍﺟﺎﺯﻩ ﺩﻫﻴﺪ ﻣﻮﺗﻮﺭ ﺑﻪ ﻣﺪﺕ ﭼﻨﺪ ﺩﻗﻴﻘﻪ ﺑﺪﻭﻥ ﺑﺎﺭ ﻛﺎﺭ ﻛﻨﺪ. ﺍﻳﻦ ﺍﻣﺮ ﺑﺎﻋﺚ ﻳﻜﻨﻮﺍﺧﺘﻰ ﺩﻣﺎ ﺩﺭ ﻣﻮﺗﻮﺭ، ﺟﻠﻮﮔﻴﺮﻯ ﺍﺯ ﺟﻮﺵ ﺁﻣﺪﻥ ﭘﺲ ﺍﺯ ﺗﻮﻗﻒ، ﺧﻨﻚ ﺷﺪﻥ ﺗﻮﺭﺑﻮﺷﺎﺭژﺭ ﻭ ﺩﺭ ﻧﺘﻴﺠﻪ ﺍﻓﺰﺍﻳﺶ ﻋﻤﺮ ﻣﻔﻴﺪ ﻭ ﺑﺪﻭﻥ ﻋﻴﺐ ﻣﻮﺗﻮﺭ ﺧﻮﺍﻫﺪ ﺷﺪ.
• ﻛﺎﺭﻛﺮﺩ ﻣﻮﺗﻮﺭ ﺑﺎ ﺑﺎﺭ ﻛﻢ، ﺩﻣﺎﻯ ﺍﺣﺘﺮﺍﻕ ﺭﺍ ﭘﺎﻳﻴﻦ ﻣﻰ ﺁﻭﺭﺩ ﻭ ﺩﺭ ﻧﺘﻴﺠﻪ ﺍﺣﺘﺮﺍﻕ ﻧﺎﻗﺺ ﺳﻮﺧﺖ ﺷﻜﻞ ﻣﻰ ﮔﻴﺮﺩ. ﺳﻮﺧﺖ ﻣﺤﺘﺮﻕ ﻧﺸﺪﻩ ﻭﺍﺭﺩ ﺳﻴﺴﺘﻢ ﺭﻭﻏﻨﻜﺎﺭﻯ ﺷﺪﻩ ﻭ ﺑﺎﻋﺚ ﺭﻗﻴﻖ ﺷﺪﻥ ﺭﻭﻏﻦ ﻣﻰ ﮔﺮﺩﺩ ﻛﻪ ﺗﺄﺛﻴﺮ ﻋﻤﻠﻜﺮﺩ ﺭﻭﻏﻨﻜﺎﺭﻯ ﺭﺍ ﻛﺎﻫﺶ ﺩﺍﺩﻩ ﻭ ﺑﻌﻼﻭﻩ ﺑﺎ ﺧﺎﺭﺝ ﺷﺪﻥ ﺭﻭﻏﻦ ﺍﺯ ﺍﻃﺮﺍﻑ ﺳﺮﺳﻴﻠﻨﺪﺭ ﻭ ﺳﻴﺴﺘﻢ ﺍﮔﺰﻭﺯ، ﺍﻳﺠﺎﺩ ﺩﻭﺩ ﻣﻰ ﻧﻤﺎﻳﺪ. ﺍﻳﻦ ﺍﻣﺮ ﺩﺭ ﻛﺎﺭﻛﺮﺩ ﻣﻮﺗﻮﺭﻫﺎﻳﻰ ﻛﻪ ﺑﺮﺍﻯ ﻣﺪﺕ ﻃﻮﻻﻧﻰ ﺭﻭﺷﻦ ﻭ ﺑﺪﻭﻥ ﺑﺎﺭ ﻛﺎﺭ ﻣﻰ ﻛﻨﻨﺪ ﻧﻴﺰ ﺻﺎﺩﻕ ﻣﻰ ﺑﺎﺷﺪ، ﻟﺬﺍ ﻛﺎﺭﻛﺮﺩ ﻣﻮﺗﻮﺭ ﺑﺎ ﺑﺎﺭ ﻛﻢ ﺭﺍ ﺑﻪ ﺣﺪﺍﻗﻞ ﺑﺮﺳﺎﻧﻴﺪ.
• ﺩﺭ ﻣــﻮﺭﺩ ژﻧﺮﺍﺗﻮﺭﻫــﺎﻯ ﺍﺿﻄﺮﺍﺭﻯ( (emergencyﻣﻮﺗﻮﺭ ﺭﺍ ﺩﻭ ﻫﻔﺘﻪ ﻳﻚ ﺑﺎﺭ ﺁﺯﻣﺎﻳﺸــﻰ ﻭ ﺑﺪﻭﻥ ﺑﺎﺭ ﺑﺼــﻮﺭﺕ ﻣﻨﻈﻢ ﻭ ﺑﻪ ﻣﺪﺕ ۵ ﺩﻗﻴﻘﻪ ﺭﻭﺷــﻦ ﻛﻨﻴﺪ ﺗﺎ ﺭﻭﻏﻨﻜﺎﺭﻯ ﻗﻄﻌــﺎﺕ ﻭ ﺗﺠﻬﻴﺰﺍﺕ ﺩﺍﺧﻠﻰ ﺁﻥ ﺗﺠﺪﻳﺪ ﺷﺪﻩ ﻭ ﺍﺯ ﺁﻣﺎﺩﮔﻰ ﻣﻮﺗﻮﺭ ﺟﻬﺖ ﺭﻭﺷﻦ ﺷﺪﻥ ﺩﺭ ﻣﻮﺍﻗﻊ ﻣﻮﺭﺩ ﻧﻴﺎﺯ ﺍﻃﻤﻴﻨﺎﻥ ﺣﺎﺻﻞ ﻧﻤﺎﻳﻴﺪ.
• ﺩﺭ ﻣﻮﺗﻮﺭﻫﺎﻳﻰ ﻛﻪ ﻛﻤﺘﺮ ﺑﻪ ﺣﺎﻟﺖ ﺑﺎﺭ ﻛﺎﻣﻞ ﻭ ﺩﻭﺭ ﺣﺪﺍﻛﺜﺮ ﻗﺮﺍﺭ ﻣﻰ ﮔﻴﺮﻧﺪ، ﺑﺮﺍﻯ ﺍﺯ ﺑﻴﻦ ﺑﺮﺩﻥ ﻛﺮﺑﻦ ﺩﺍﺧﻞ ﻣﻮﺗﻮﺭ ﻭ ﺳﻴﺴﺘﻢ ﺍﮔﺰﻭﺯ، ﻫﺮ ۶ ﻣﺎﻩ ﻳﻚ ﺑﺎﺭ ﺑﺎﻳﺪ ﺑﻪ ﻣﺪﺕ ۲ ﺳﺎﻋﺖ ﺑﺎ ﺑﺎﺭ ﻛﺎﻣﻞ ﻳﺎ ﺣﺪﺍﻗﻞ ۸۰% ﻛﺎﺭ ﻛﻨﻨﺪ. (ﺩﺭ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭ، ﺩﻭﺭ ﺣﺪﺍﻛﺜﺮ ﺍﺯ ۱۵۰۰ rpmﺗﺠﺎﻭﺯ ﻧﻜﻨﺪ).
• ﺗﺤﺖ ﻫﻴﭻ ﺷــﺮﺍﻳﻄﻰ ﻧﺒﺎﻳﺪ ﻣﻮﺗﻮﺭ ﺭﺍ ﺑﺪﻭﻥ ﺗﺮﻣﻮﺳﺘﺎﺕ ﺑﻜﺎﺭ ﺍﻧﺪﺍﺧﺖ. ﺗﺮﻣﻮﺳﺘﺎﺕ ﺑﺎﻋﺚ ﺣﻔﻆ ﺩﻣﺎﻯ ﺳﻴﺴﺘﻢ ﺧﻨﻚ ﻛﻨﻨﺪﻩ ﺩﺭ ﮔﺴﺘﺮﻩ ﻣﻨﺎﺳﺒﻰ ﻣﻰ ﺷﻮﺩ.
ﻫﻴﭽﮕﺎﻩ ﺗﺮﻣﻮﺳﺘﺎﺕ ﺭﺍ ﺍﺯ ﺭﻭﻯ ﻣﻮﺗﻮﺭ ﺑﺎﺯ ﻧﻜﻨﻴﺪ، ﭼﺮﺍ ﻛﻪ:
- ﺯﻣﺎﻥ ﮔﺮﻡ ﺷــﺪﻥ ﻣﻮﺗﻮﺭ ﺑﻪ ﻃﻮﻝ ﻣﻰ ﺍﻧﺠﺎﻣﺪ ﻭ ﺑﺎ ﺑﺎﺭ ﻛﻢ، ﺳــﺒﻚ ﻭ ﻣﺘﻮﺳﻂ ﻭ ﺩﺭ ﺩﻣﺎﻯ ﻣﻌﻤﻮﻝ ﻣﺤﻴﻂ ﺑﻪ ﺩﻣﺎﻯ ﻛﺎﺭﻯ ﻋﺎﺩﻯ ﻧﻤﻰ ﺭﺳﺪ.
- ﺩﻣﺎﻯ ﺭﻭﻏﻦ ﻣﻮﺗﻮﺭ ﺑﻪ ﺣﺪ ﻧﺮﻣﺎﻝ ﻧﻤﻰ ﺭﺳﺪ، ﻛﻪ ﻣﻮﺟﺐ ﺍﻓﺰﺍﻳﺶ ﺗـﻮﺟـﻪ! ﻣﺼﺮﻑ ﺳــﻮﺧﺖ ﻣﻰ ﮔﺮﺩﺩ. ﺁﻻﻳﻨﺪﻩ ﻫﺎﻯ ﺍﮔﺰﻭﺯ ﺍﻓﺰﺍﻳﺶ ﻳﺎﻓﺘﻪ ﻭ ﺗﻮﺍﻥ ﻣﻮﺗﻮﺭ ﺭﺍ ﻛﺎﻫﺶ ﻣﻰ ﺩﻫﺪ. ﻋﻼﻭﻩ ﺑﺮ ﺁﻥ ﻣﻮﺟﺐ ﻓﺮﺳــﺎﻳﺶ ﻛﺎﺭ ﻛـﺮﺩﻥ ﻣﻮﺗـﻮﺭ ﺑﺪﻭﻥ ﺗﺮﻣﻮﺳـﺘﺎﺕ ﻭ ﻛﺎﻫﺶ ﻋﻤﺮ ﻣﻔﻴﺪ ﻣﻮﺗﻮﺭ ﻣﻰ ﮔﺮﺩﺩ. ﻣﻮﺟﺐ ﻟﻐﻮ ﺿﻤﺎﻧﺖ ﮔﺎﺭﺍﻧﺘﻰ ﻣﻰ ﺷﻮﺩ.
- ﺍﺯ ﺁﻧﺠﺎﺋــﻰ ﻛﻪ ﺗﻤﺎﻣﻰ ﻣﺎﻳــﻊ ﺧﻨﻚ ﻛﻨﻨــﺪﻩ ﺍﺯ ﺭﺍﺩﻳﺎﺗﻮﺭ ﻋﺒﻮﺭ ﻧﻤﻰ ﻛﻨﺪ، ﻇﺮﻓﻴﺖ ﺧﻨﻚ ﺳﺎﺯﻯ ﺳﻴﺴﺘﻢ ﻛﺎﻫﺶ ﻣﻰ ﻳﺎﺑﺪ.
• ﺩﺭ ﺩﻭﺭﻩ ﺁﺏ ﺑﻨﺪﻯ ﻣﻮﺗﻮﺭ (۱۰ ﺳﺎﻋﺖ ﺍﻭﻟﻴﻪ)، ﺑﺎ ﻣﻮﺗﻮﺭ ﻣﺪﺍﺭﺍ ﻛﻨﻴﺪ، ﺯﻣﺎﻥ ﻫﺎﻯ ﻛﻮﺗﺎﻫﻰ ﺁﻥ ﺭﺍ ﺯﻳﺮ ﺑﺎﺭ ﻛﺎﻣﻞ ﻗﺮﺍﺭ ﺩﻫﻴﺪ.
ﻛﺎﺭﻫـﺎﻯ ﺳـﺮﻭﻳﺲ ﻭ ﻧﮕﻬﺪﺍﺭﻯ ﻣﻮﺗﻮﺭ ﺭﺍ ﻣﻄﺎﺑـﻖ ﻓﻮﺍﺻﻞ ﺯﻣﺎﻧﻰ ﺗﻌﻴﻴﻦ ﺷـﺪﻩ ﺩﺭ ﺑﺮﻧﺎﻣﻪ ﺳﺮﻭﻳﺲ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭﺍﻧﺠﺎﻡ ﺩﻫﻴﺪ.
ﺳﻴﺴﺘﻢ ﺍﻟﻜﺘﺮﻳﻜﻰ:
• ﺑﺮﺍﻯ ﺍﺳــﺘﻔﺎﺩﻩ ﺍﺯ ﺑﺎﺗﺮﻯ ﻛﻤﻜﻰ، ﺍﺑﺘﺪﺍ ﻗﻄﺐ + )ﻣﺜﺒﺖ( ﺑﺎﺗﺮﻯ ﻛﻤﻜﻰ ﺭﺍ ﺑﻪ ﻗﻄﺐ + )ﻣﺜﺒﺖ( ﻣﻮﺗﻮﺭ ﺩﻳﺰﻝ ﻭﺻﻞ ﻛﻨﻴﺪ، ﺳﭙﺲ ﻛﺎﺑﻞ ﺍﺗﺼﺎﻝ ﺭﺍ ﺍﺯ ﻗﻄﺐ – )ﻣﻨﻔﻰ( ﺑﺎﺗﺮﻯ ﻛﻤﻜﻰ ﺑﻪ ﻧﻘﻄﻪ ﺍﻯ ﺩﻭﺭ ﺍﺯ ﺑﺎﺗﺮﻯ ﻣﻮﺗﻮﺭ ﻭﺻﻞ ﻛﻨﻴﺪ. ﺟﺪﺍ ﻛﺮﺩﻥ ﻛﺎﺑﻞ ﻫﺎ ﺭﺍ ﺑﺮ ﻋﻜﺲ ﺗﺮﺗﻴﺐ ﺍﺗﺼﺎﻝ ﺁﻧﺎﻥ ﺍﻧﺠﺎﻡ ﺩﻫﻴﺪ.
• ﺩﺭ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭﻫﺎ، ﻫﺮﮔﺰ ﺍﺯ ﻛﻤﻚ ﻛﻨﻨﺪﻩ ﻫﺎﻯ ﺍﺳــﺘﺎﺭﺕ (ﺍﺳــﭙﺮﻯ، ﺍﺗﺮ، …) ﺍﺳﺘﻔﺎﺩﻩ ﻧﻨﻤﺎﻳﻴﺪ، ﺧﻄﺮ ﺍﻧﻔﺠﺎﺭ ﺩﺭ ﺳﻴﺴﺘﻢ ﻭﺭﻭﺩﻯ ﻫﻮﺍ ( (Intakeﻭﺟﻮﺩ ﺩﺍﺭﺩ.
• ﻫﺮﮔــﺰ ﺍﺟﺎﺯﻩ ﺭﻳﺰﺵ ﺳــﻮﺧﺖ ﮔﺎﺯﻭﺋﻴــﻞ ﺭﻭﻯ ژﻧﺮﺍﺗﻮﺭ ﺭﺍ ﻧﺪﻫﻴﺪ، ﺯﻳﺮﺍ ﻣﻮﺟﺐ ﺧﺴــﺎﺭﺕ ﺯﺩﻥ ﺑﻪ ﺁﻥ ﻣﻰ ﺷﻮﺩ.
• ﭼﻨﺎﻧﭽﻪ ﺑﺮﺍﻯ ﻧﺼﺐ ﺩﻳﺰﻝ ژﻧﻮﺍﺗﻮﺭ ﻧﻴﺎﺯ ﺑﻪ ﺟﻮﺷﻜﺎﺭﻯ ﺩﻳﺪﻩ ﺷﻮﺩ، ﻫﺮﮔﺰ ﺍﺗﺼﺎﻝ ﺑﺪﻧﻪ ﺍﺯ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭ ﻭ ﺍﺟﺰﺍﻯ ﺁﻥ ﻧﮕﻴﺮﻳﺪ ﻭ ﺣﺘﻰ ﺍﻻﻣﻜﺎﻥ ﺳــﺮﺑﺎﺗﺮﻯ ﻭ EDC connectorﺭﺍ ﺑﺎﺯ ﻛﻨﻴﺪ. ﺑﻌﺪ ﺍﺯ ﺍﺗﻤﺎﻡ ﻛﺎﺭ ﺁﻧﻬﺎ ﺭﺍ ﺩﻭﺑﺎﺭﻩ ﻧﺼﺐ ﻛﻨﻴﺪ.
• ﻫﺮﮔــﺰ ﮔﻴــﺮﻩ ﺍﺗﺼﺎﻝ ﺭﺍ ﺑﻪ ﻣﻮﺗﻮﺭ ﻭﺻﻞ ﻧﻜﻨﻴﺪ، ﺯﻳﺮﺍ ﻣﻮﺟﺐ ﻋﺒﻮﺭ ﺟﺮﻳﺎﻥ ﺍﺯ ﻳﺎﺗﺎﻗﺎﻥ ﻫﺎ ﺷــﺪﻩ ﻭ ﺑﺎﻋﺚ ﺻﺪﻣﻪ ﺯﺩﻥ ﺑﻪ ﺁﻟﺘﺮﻧﺎﺗﻮﺭ (ﺩﻳﻨﺎﻡ) ﻭ ﺳﻮﺧﺘﻦ ﻭﻟﺘﺎژ ﺭﮔﻼﺗﻮﺭ ﻣﻰ ﺷﻮﺩ.
EMS
ﻛﻨﺘﺮﻝ ﺍﻟﻜﺘﺮﻭﻧﻴﻜﻰ ﻣﻮﺗﻮﺭ
• ﺩﻗﺖ ﻻﺯﻡ ﺭﺍ ﺑﻬﻨﮕﺎﻡ ﻭﺻﻞ ﻛﺎﺑﻞ ﻫﺎﻯ ﺑﺎﺗﺮﻯ ﺑﻜﺎﺭ ﺑﺒﺮﻳﺪ ﻭ ﺍﺯ ﺍﺗﺼﺎﻝ ﺍﺷﺘﺒﺎﻩ ﺁﻥ ﺟﺪﺍ ﺑﭙﺮﻫﻴﺰﻳﺪ.
• ﺑﺎﺗﺮﻯ ﺩﺷــﺎﺭژ (ﺗﺨﻠﻴﻪ) ﺷــﺪﻩ ﺭﺍ ﺑﺎ ﺑﺎﺗﺮﻯ ﻛﺎﻣﻼ ﺷﺎﺭژ ﺑﻪ ﺻﻮﺭﺕ ﺳــﺮﻯ ﻭﺻﻞ ﻧﻜﻨﻴﺪ، ﺗﺒﺎﺩﻝ ﺳﺮﻳﻊ ﺟﺮﻳﺎﻥ ﻣﻰ ﺗﻮﺍﻧﺪ ﺑﺎﻋﺚ ﺗﺮﻛﻴﺪﻥ ﺑﺎﺗﺮﻯ ﻫﺎ ﺷﻮﺩ.
• ﻫﻨﮕﺎﻡ ﻧﺼﺐ ﺑﺎﺗﺮﻯ، ﻛﺎﺑﻞ ﺍﺗﺼﺎﻝ ﺑﺪﻧﻪ (ﺷﺎﺳﻰ) ﺭﺍ ﺩﺭ ﺁﺧﺮ ﻭﺻﻞ ﻛﻨﻴﺪ.
• ﺑﺮﺭﺳﻰ ﻛﻨﻴﺪ ﻛﻪ ﻭﻟﺘﺎژ ﺑﺎﺗﺮﻯ ﻛﻤﻜﻰ ﻣﺸﺎﺑﻪ ﺑﺎ ﺑﺎﺗﺮﻯ ﻫﺎﻯ ﺩﻳﺰﻝ ژﻧﺮﺍﺗﻮﺭ ﺑﺎﺷﺪ.
• ﻫﺮﮔــﺰ ﻓﻴﻮﺯﻯ ﺭﺍ ﺑﺎ ﻣﻴﺰﺍﻥ ﺁﻣﭙﺮ ﺑﺎﻻﺗﺮ ﺍﺯ ﺁﻧﭽﻪ ﻛﻪ ﺭﻭﻯ ﺑﺮﭼﺴــﺐ ﺗﻌﻴﻴﻦ ﺷــﺪﻩ ﻧﺼﺐ ﻧﻜﻨﻴﺪ، ﺧﻄﺮ ﺁﺗﺶ ﺳﻮﺯﻯ ﻳﺎ ﺧﺴﺎﺭﺕ ﺑﻪ ﻣﻮﺗﻮﺭ ﻭ ﺳﻴﺴﺘﻢ ﺍﻟﻜﺘﺮﻳﻜﻰ ﻭﺟﻮﺩ ﺩﺍﺭﺩ.
• ﻗﺒﻞ ﺍﺯ ﺷــﺮﻭﻉ ﺑﻜﺎﺭ ﺳــﺮﻭﻳﺲ ﻭ ﻧﮕﻬﺪﺍﺭﻯ ﺭﻭﻯ ﺳﻴﺴﺘﻢ ﺍﻟﻜﺘﺮﻳﻜﻰ، ﻣﻮﺗﻮﺭ ﺭﺍ ﺧﺎﻣﻮﺵ ﻭ ﻛﻠﻴﺪ ﺍﺻﻠﻰ ﺟﺮﻳﺎﻥ ﺑﺮﻕ ﺭﺍ ﻗﻄﻊ ﻛﻨﻴﺪ.
• ﻗﻄﺐ ﻫﺎﻯ ﺑﺎﺗﺮﻯ ﺭﺍ ﻫﻤﻮﺍﺭﻩ ﺗﻤﻴﺰ ﻧﮕﻬﺪﺍﺭﻳﺪ. ﺁﻟﻮﺩﮔﻰ ﻭ ﺍﻛﺴﻴﺪ ﺷﺪﻥ ﺑﺎﺗﺮﻯ ﻭ ﻗﻄﺐ ﻫﺎﻯ ﺁﻥ ﻣﻮﺟﺐ ﺑﺮﻗﺮﺍﺭﻯ ﺟﺮﻳﺎﻥ ﻧﺎﺧﻮﺍﺳﺘﻪ (ﺳﺮﮔﺮﺩﺍﻥ)، ﺍﻓﺖ ﻭﻟﺘﺎژ ﻭ ﺩﺷﺎﺭژ ﺷﺪﻥ ﺁﻥ، ﺑﻪ ﺧﺼﻮﺹ ﺩﺭ ﻫﻮﺍﻯ ﻣﺮﻃﻮﺏ ﻣﻰ ﮔﺮﺩﺩ. ﺑﺎ ﺍﺳــﺘﻔﺎﺩﻩ ﺍﺯ ﺑﺮﺱ، ﺁﻟﻮﺩﮔﻰ ﻫﺎ ﻭ ﺍﻛﺴﻴﺪﺍﺳــﻴﻮﻥ ﺭﺍ ﺍﺯ ﺗﺮﻣﻴﻨﺎﻝ ﻭ ﻗﻄﺐ ﻫﺎﻯ ﺑﺎﺗﺮﻯ ﭘﺎﻙ ﻛﻨﻴﺪ.
باتری:
با توجه به مطالبی که در قسمت پیشگفتار بیان شد، باطری به عنوان راه انداز دستگاه در مراحل اولیه مورد استفاده قرار میگیرد. در نتیجه این وسیله میبایست هفته ای یک بار مورد بازدید قرار بگیرد. به نکاتی در زیر اشاره میشود تا دستگاه هنگام راه اندازی با مشکل مواجه نشود.
الف: باطری به همراه دستگاه فرستاده میشود. این امکان وجود دارد که باطری فرسوده و از کارافتاده باشد. در نتیجه قبل از راه اندازی توان باطری را بررسی کرده و از پر بودن شارژ آن اطمینان حاصل کنید.
ب: باطری باید روی شاسی دستگاه نصب شود.
ج: طول کابلها نباید بیشتر از ۲ متر باشد.
د: توصیه می گردد از یک دستگاه شارژر باطری جهت شارژ نگه داشتن باطری استفاده کنید.
و: هنگام وصل کابلها به پلاریته های باطری از صحیح بودن اتصالات اطمینان حاصل فرمایید.
م: قبل از کار کردن روی دستگاه ابتدا کابل قطب منفی و سپس کابل قطب مثبت را از باطری جدا کنید. لازم به ذکر است قبل از جدا کردن کابلها، دستگاه شارژر باطری را خاموش کنید.
ن: هرگز قطبهای باطری را، حتی برای تست کردن، به یکدیگر اتصال ندهیم. یا به عبارت دیگر، هنگام کار کردن روی دستگاه حواسمان باشد قطب مثبت به بدنه دستگاه متصل نشود. لازم به ذکر است همیشه یک شی پلاستیکی یا لاستیکی مقاوم روی پلاریته های باطری به صورت جداگانه قرار دهید.
ه: قبل از جوشکاری روی مجموعه دیزل ژنراتور( شاسی، بدنه، تانک سوخت، بالای دستگاه و…) ابتدا کابلها را از پلاریته های باطری جدا کرده (اول کابل منفی و بعد کابل مثبت) و سپس کانکتور ECU را باز کنید.
تذکر: به دو بند آخر توجه زیادی کنید چرا که باعث خطرات جبران ناپذیر میگردد.
سیستم کابلهای انتقال قدرت:
انتقال انرژی الکتریکی به عهده کابل میباشد و لذا بایستی در انتخاب و نصب آن، دقت کافی به عمل آورید، تا سیستم راندمان مناسبی داشته باشد. سیستم دیزل ژنراتور از کابل قدرت و کابل ابزاردقیق به ترتیب جهت انتقال توان به تابلوی توزیع و انتقال سیگنال به تابلوی کنترل استفاده میشود. به نکات زیر برای انتقال استاندارد توجه کنید.
الف: سایز کلیه کابلهای مورد استفاده مطابق با استانداردها و محاسبات روز دنیا انتخاب شود.
ب: همواره از کابلهای انعطاف پذیر استفاده کنید. زمانی که قطر کابل محاسبه شده بزرگ میشود، میتوانید از دو کابل موازی با قطر کمتر استفاده کنید( نکته: این کار محاسبات دقیق و حساب شده ای میطلبد، حتما از یک مهندس برق با تجربه استفاده کنید).
ج: هنگام نصب و اتصالات باید از تحت فشار یا کشش قرار نگرفتن کابلها اطمینان حاصل کنید. لازم است به این نکته توجه کنید، هنگام اتصال کلیه قطعات برقی به یکدیگر از محکم و سفت بودن اتصال اطمینان کامل داشته باشید، در غیر این صورت باعث مستهلک شدن، ذوب شدن، آتش سوزی، فرسوده شدن و … قطعه میشود. د: زمان نصب کابلها میبایستی نام فاز،شماره سیم، به صورت رنگ یا لیبل در تمام قسمتها مشخص باشد. این نکته به این دلیل است، زمان عیبیابی یا سرویس دستگاه با مشکل مواجه نشوید.
و: باید دقت کنید هنگام اتصال کابلها، وزن کابل بر روی تخته کلیم ژنراتور، باسبارها، کلیدهای قدرت و به طور کلی به تمام اتصالات اعمال نشود. به همین منظور هنگام اتصال و انتقال از کانالها یا ساپورتهای مخصوص استفاده شود.
ه: در صورت استفاده از تابلوهای کنترل از راه دور، نباید فاصله تابلو با دستگاه بیش از ۵ متر باشد.
اتصال به زمین:
از جمله نکاتی که رعایت آن در تاسیسات الکتریکی از نظر حفاظت و ایمنی لازم و ضروری است، سیستم اتصالبه زمین یا earthing میباشد. مقصود از زمین کردن، اتصال نقاط خاصی از سیستم الکتریکی به الکترود زمین است. دو نوع زمین کردن در سیستمهای الکتریکی وجود دارد. در نوع اول به وسیله یک کابل قدرت، نقطه خنثی را به الکترود زمین اتصال میدهیم. با این کار اگر به هر دلیلی سیم شبکه برق رسانی به بدنه تجهیزات اتصال پیدا کند، آنگاه این جریان به زمین انتقال پیدا کرده تا از خسارتهای جبران ناپذیر جلوگیری شود. در نوع دوم اتصال شیلد کابل کنترل به الکترود زمین است. با این کار اگر نویز یا اغتشاشی در سیستم کنترل به وجود آید، این نویز یا اغتشاش به زمین انتقال پیدا کرده تا سیستم کنترلی بتواند به راحتی کار خود را انجام دهد. دو نکته در مورد اتصال بدنه تجهیزات و شیلد کابل به سیستم اتصال حائز اهمیت است.
الف: قبل از استارت دستگاه میبایست تمام بدنه تجهیزات به سیستم انتقال زمین متصل شود.
ب: با یک اهم متر اتصالات را بررسی کرده و مقاومت اهمی سیم اتصال به زمین و بدنه تجهیزات نباید از یک اهم بیشتر باشد.
Permanent link to this article: https://peg-co.com/home/%d8%af%d8%b3%d8%aa%d9%88%d8%b1%d8%a7%d9%84%d8%b9%d9%85%d9%84-%d9%86%d8%b5%d8%a8-%d8%af%db%8c%d8%b2%d9%84-%da%98%d9%86%d8%b1%d8%a7%d8%aa%d9%88%d8%b1/

مقدمه:
فتو ولتاییک یا به اختصار PV، یکی از انواع سامانه های تولید الکتر یسیته از نور خورشید است.
در این روش با بکارگیری سلول خورشیدی، تولید مستقیم الکتر یسیته از تابش خورشید امکانپذیر میشود.
الکتریسیته یا میتواند بهطور مستقیم از انرژی خورشید تولید شود و ابزارهای فتوولتایک استفاده کند.
یا بهطور غیر مستقیم از ژنراتورهای بخار ذخایر حرارتی خورشیدی را برای گرما بخشیدن به یک سیال کاربردی مورد استفاده قراردهد.
به پدیده ای که در اثر تابش نور بدون استفاه از مکانیسمهای محرک، الکتریسیته تولید کند، پدیده فتوولتائیک و به هر سیستمی که از این پدیدهها استفاده کند سیستم فتوولتائیک گویند.
سیستمهای فتوولتائیک یکی از پر مصرفترین کاربردهای انرژیهای نو میباشند.
از سری و موازی کردن سلولهای آفتابی میتوان به جریان و ولتاژ قابل قبولی دست یافت.
فروش ویژه صاعقه گیر اکتیو آذرخش
ساعت هوشمند خورشیدی:
یک شرکت استارتآپی به نام “لونار” (LunaR) واقع در سان فرانسیسکو اکنون ادعا میکند که اولین ساعت هوشمند خورشیدی را بدون نیاز به حتی یک بار وصل شدن به برق تولید کرده است.
این ساعت تمام انرژی مورد نیاز خود را از خورشید تامین میکند.
“لونار” به نظر میرسد یک ساعت جالب و شیک با ظاهری کاملا تمیز و کلاسیک باشد که با یک برنامه گوشی هوشمند همراه میشود.
تا بسیاری از قابلیتهای مورد انتظار را که شامل ردیابی خواب و فعالیت روزانه، همراه با مجموعهای از رسانهها و شبکه های اجتماعی و برنامههای پیامرسان است و بهوسیله چراغ تعبیه شده در ساعت به اطلاع فرد برساند.
در اصل آنچه سازندگان ادعا میکنند اولین ساعت هوشمند خورشیدی در جهان است، یک پیشرفت در فناوری خورشیدی است.
“لونار” با استفاده از یک پنل شفاف خورشیدی که روی ساعت دیده میشود، میتواند انرژی هر دو نورهای طبیعی و مصنوعی را ذخیره کند؛ به طوری که با یک ساعت قرار گرفتن در معرض نور روز، باتری ۱۱۰میلیآمپری لیتیوم پلیمری ساعت کاملا شارژ میشود.
چند ویژگی دیگر نیز در «لونار» وجود دارد. مثلا ساعتی که نمایش میدهد، با استفاده از جی.پی.اس و بهطور خودکار و بسته به اینکه کجای دنیا باشید، به روزرسانی میشود.
اطلاعات طلوع و غروب آفتاب را نشان میدهد، با برنامه هایی مانند “Apple Health” و “Google Health” سازگار است و تا عمق ۵۰ متر (۱۶۴ فوت) ضدآب است.
یک شارژر USB نیز برای مواقع اضطراری همراه این ساعت عرضه میشود.
باید گفت که دستگاهی مثل این ساعت که آماده ورود به بازار و مستقل از انرژی است، میتواند یک جهش قابل توجه در زمینه مصرف انرژی لوازم الکترونیکی باشد.
منبع:(مرکز اطلاعات فنی ایران)-tici.info
Permanent link to this article: https://peg-co.com/home/%d8%b3%d8%a7%d8%b9%d8%aa-%d9%87%d9%88%d8%b4%d9%85%d9%86%d8%af-%d8%ae%d9%88%d8%b1%d8%b4%db%8c%d8%af%db%8c/
































